1.3.TiAl合金
Ti-Al二元系中有三個金屬間化合物得到了研究人員的重視,即Ti3Al,TiAl和TiAl3,其中TiAl合金因其熔點高、比強度高、高溫蠕變性能好及抗高溫氧化能力好等優點,成為最具應用潛力的高溫結構材料之一[20,21] 。在700~850℃溫度范圍內,TiAl合金的比強度顯著高于普通鈦合金和鎳基高溫合金等材料[22] 。TiAl合金在航空領域應用的優勢主要體現在:(1)TiAl合金比發動機用其他常用結構材料的比剛度高約50%,高剛度對要求低間隙的部件有利,可延長葉片等部件的使用壽命;(2)TiAl合金在700~850℃的比強度顯著高于鎳基高溫合金,設計上可以實現結構減重和減少對相關支撐件的負荷;(3)TiAl合金具有良好的阻燃性能,可用于一些易發生鈦火的部件。基于上述優勢,TiAl合金被認為是應用于高推重比發動機極具潛力的高溫結構材料,新一代發動機革命性的設計理念推動了TiAl合金的發展。
TiAl合金鑄件首先在發動機上獲得應用,如美國GE公司率先在GEnx發動機低壓渦輪上應用了TiAl合金,每級低壓渦輪減輕結構質量45.5kg。每架波音787用兩臺GEnx發動機,每臺發動機選用兩級TiAl合金渦輪葉片;每架波音747-8用四臺GEnx發動機,每臺發動機選用一級TiAl合金渦輪葉片,因此,每架波音787或波音747-8均減輕結構質量182kg。TRENT XWB和LEAP發動機最后一級或兩級低壓渦輪葉片也均選用了TiAl合金。美國PCC公司制造的TiAl鑄造渦輪葉片,年產量已達近4萬片,用于GEnx發動機。CFM公司生產的TiAl渦輪葉片,用于LEAP發動機,可顯著提高發動機性能和節省15%的燃油消耗。
我國在TiAl合金鑄造方面開展了大量的研究工作,如北京航空材料研究院采用精鑄工藝制備了擴壓器、渦流器等零件,其中,擴壓器的外徑尺寸達到566mm,鑄件成型完好,無開裂,為TiAl合金鑄件在我國先進發動機上的應用邁出了重要的一步[23] 。中科院金屬所也成功研制出了TiAl合金低壓渦輪葉片精鑄件。
除鑄件外,我國在TiAl合金鍛件制造方面開展了大量的研究工作[24,25,26,27,28] 。推進TiAl合金鍛件的工程化生產和應用必須首先突破TiAl合金工業型鑄錠的熔煉及成分均勻化控制技術。因TiAl合金鋁含量高,對O,N和H雜質元素含量的控制要求高,加之TiAl合金低的塑性,給鑄錠的制備增加了難度。目前,直徑小于Ф90mm的小尺寸TiAl合金鑄錠制備一般采用真空感應懸浮熔煉方法,而大于Ф90mm的大尺寸TiAl合金鑄錠制備一般采用真空自耗電極電弧爐熔煉或等離子體冷爐床熔煉方法。真空自耗電極電 弧爐熔煉由于熔煉時熔池較淺,有利于除氣、脫氧,且熔池溫度較低,可減少Al元素的揮發,有利于Al含量的精確控制。但是,由于熔體的溫度梯度較大,鑄錠內應力也大,鑄錠易產生裂紋。經過多年的研究,采用真空自耗電極電弧爐熔煉方法成功制備了Ф220mm的TiAl合金鑄錠,其內部致密、無裂紋。
TiAl合金鑄態組織塑性較低,通過鍛造、擠壓和軋制等熱加工,可以有效細化組織并降低成分偏析程度,提升合金的綜合力學性能。采用普通的鐓拔工藝無法進行坯料大變形量的改鍛,為此北京航空材料研究院嘗試采用包套熱擠壓工藝進行TiAl合金的高溫變形,當擠壓溫度為1200~1300℃時,包套材料可選用304不銹鋼;擠壓溫度大于1300℃時,包套材料可選用Ti-6Al-4V或工業純鈦。采用包套熱擠壓工藝成功地將Ф220mm錠坯一次擠壓成Ф60mm圓棒,擠壓比約為10,棒材長度達2.5m,組織均勻細小,如圖6(a)所示。為了適應TiAl合金葉片模鍛需求,研究了TiAl合金矩形截面棒材的擠壓工藝,成功地制備了TiAl合金方棒,如圖6(b)所示。
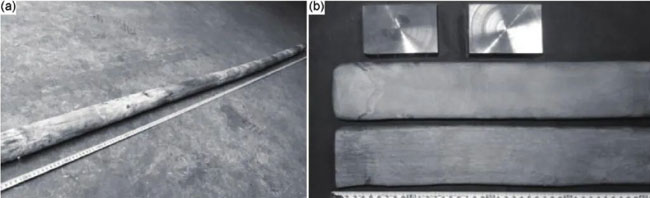
圖6 TiAl合金擠壓棒
Fig.6 Extruded bars of TiAl alloy
(a)圓棒;(b)方棒(a)round bar;(b)rectangular bar
由于TiAl合金熱塑性有限,采用普通模鍛工藝無法實現TiAl合金葉片的成形,為此研究了TiAl合金葉片鍛件的等溫模鍛工藝。通過數值模擬和物理模擬的綜合應用,對TiAl合金葉片鍛件等溫模鍛過程進行多工步仿真模擬,掌握材料流變規律,分析各種工藝參數的影響,預先實現工藝及模具設計的優化。采用等溫模鍛工藝成功制備了TiAl合金高壓壓氣機轉子葉片鍛件,如圖7所示。采用電化學方法加工了相應的TiAl合金轉子葉片零件,尺寸精度、表面質量等均達到設計要求,如圖8所示。
1.4 SiC纖維增強鈦基復合材料
連續SiC纖維增強鈦基復合材料是由連續鎢芯(或碳芯)SiC纖維作為增強體,鈦合金或TiAl合金作為基體的復合材料,具有高比強度、低密度、高比剛度、耐高溫、抗蠕變以及優異的疲勞性能,適于在600~800℃長時使用,并可在1000℃短時使用,是航空航天領域應用的理想材料。與傳統的葉片、盤分離結構相比,在發動機壓氣機上使用整體葉環,可減重約70%,整體葉環是未來高推重比發動機的標志性部件。SiCf/Ti復合材料具有各向異性,縱向性能遠遠優于橫向性能,比如抗拉強度,縱向高于基體一倍以上,橫向只有基體的一半,利用此特點,SiCf/Ti復合材料適于制備受力特征鮮明的構件,如整體葉環、渦輪軸、拉伸桿、活塞桿、蒙皮和彈翼等。

圖7 TiAl合金高壓壓氣機轉子葉片等溫鍛件
Fig.7 High pressure compressor rotor blade of TiAl alloy forging through isothermal die forging process

圖8 TiAl合金高壓壓氣機轉子葉片零件
Fig.8 High pressure compressor rotor blade parts of TiAl alloy
連續SiC纖維作為增強體,其性能和穩定性是影響SiCf/Ti復合材料最終性能的關鍵因素之一。國際上SiC纖維主要有美國Textron公司的SCS系列和英國DERA公司的Sigma系列,這兩家公司分別采用碳芯和鎢芯通過直流電阻加熱CVD方法制備SiC纖維,抗拉強度大于3600MPa。國內北京航空材料研究院及中科院金屬所均制備出抗拉強度大于3800MPa的鎢芯SiC纖維,性能穩定。
界面反應涂層是保證復合材料高性能的關鍵[29] ,合適的涂層可以保護纖維,阻止界面反應,實現載荷傳遞,使復合材料斷口呈現纖維拉拔形態。國內已成熟制備C涂層及TiC涂層,分別適用于增強鈦基復合材料和Ti-Al系金屬間化合物基復合材料。其中,采用TiC涂層的Ti-Al系金屬間化合物基復合材料經1100℃/5h熱處理后,TiC涂層依然可以有效保持。先驅絲法制備的鈦基復合材料綜合力學性能最高,國內針對連續SiC纖維增強鈦基復合材料,通過調整合金涂層組織、應力狀態等,制備了厚度為20~50μm涂層的先驅絲,用于后續復合材料及構件的制備。
鈦基復合材料通過熱等靜壓或者真空熱壓成型,成型過程需要考慮界面反應、先驅絲鈦合金致密化以及復合材料與包套擴散連接三大關鍵技術。復合材料的力學性能與纖維性能、涂層結構、先驅絲質量、纖維排布、成型工藝、加工質量均密切相關,需要精細控制。
國外在SiCf/Ti復合材料研發及應用方面取得了較大進展,如美國Textron公司采用Ti-1100鈦合金作為基材制造SiCf/Ti復合材料整體葉環,使用溫度可以達到700~800℃,結構質量減輕50%。國內開展了鈦基復合材料環形件、板材、轉動軸部件的研制。針對復合材料板材,成型后會發生變形,應力調控成為難點。整體葉環回轉體結構成型過程容易發生整體斷裂,需要綜合考慮結構、纏繞、成型等多方面因素。通過多年的技術攻關,解決了整體葉環制備過程中復合材料斷裂的問題,制備了整體葉環試驗件,如圖9所示。復合材料構件使用還需要開展如下研究工作:(1)材料的穩定性仍需提高;(2)復合材料力學性能數據測試;(3)整體葉環性能表征;(4)失效機理及壽命預測;(5)無損探傷微觀尺度的檢測;(6)加工過程復合材料與整體葉環同心精確控制;(7)制定設計準則及考核驗證。需要在纖維材料、基體材料以及高溫抗氧化涂層,批次穩定性,生產效率,工藝標準、材料制件規范等方面加強研究,逐步解決和完善鈦基復合材料制備、使用過程中出現的問題。

圖9 整體葉環部件及超聲波探傷C掃描圖
Fig.9 Bling part and its ultrasonic inspection
(a)Ф250mm×70mm葉環;(b)Ф604mm×160mm葉環;(c)Ф604mm×160mm葉環超聲波探傷C掃描(a)Ф250mm×70mm bling;(b)Ф604mm×160mm bling;(c)ultrasonic inspection of Ф 604mm×160mm bling
2.先進高溫鈦合金材料設計、加工、使用關鍵技術
600℃高溫鈦合金、阻燃鈦合金、TiAl合金、SiCf/Ti復合材料是新型的高性能高溫鈦合金,與普通鈦合金材料相比,其技術成熟度較低。針對先進發動機的服役特點和設計要求,特別是用于高溫環境的轉動部件,需開展大量的工程化應用研究,如高溫環境下蠕變-疲勞-環境交互作用、阻燃性能,微織構對疲勞性能的影響,表面完整性技術,鍛件和零件內部和表面殘余應力分析及其對使用性能影響,使用壽命預測及失效分析等,解決工程化應用相關的材料設計、制造加工工藝等關鍵技術。
2.1 工業鑄錠成分高純化和均勻化控制技術
TA29,TB12以及TiAl合金的合金化復雜、合金元素含量高,且塑性低,這類合金鑄錠的制備難度大,主要表現在:錠型擴大時因凝固熱應力易出現開裂,成分均勻性控制難度大,容易產生偏析。采用傳統的真空自耗電極電弧爐熔煉工藝,應適當增加熔煉次數,并控制熔煉電流、提縮電流、錠型尺寸、坩堝冷卻方式等。對于TiAl合金,可以采用等離子體冷爐床熔煉工藝生產鑄錠。采用冷爐床熔煉工藝可以有效去除夾雜和改善成分偏析,這對于發動機關鍵轉動件用的鈦合金材料顯得尤為重要。我國已擁有多臺等離子體冷爐床熔煉設備,具備了實驗室研究、工業化生產的能力和條件。
2.2 大規格棒材和特殊鍛件制備技術
航空鍛件用的鈦合金原材料一般采用棒材,輪盤、機匣、整體葉盤、風扇葉片等大型鍛件一般采用大規格棒材,對于小型的壓氣機葉片、渦輪葉片鍛件,采用小規格棒材。隨著先進發動機趨向于采用整體葉盤、整體葉環的結構形式,相應鍛件和棒材的規格尺寸加大,控制大規格棒材的組織均勻性對于保證鍛件的質量至關重要,需要選擇合適的鍛壓設備,優化設計鍛造工藝。對于TB12和TiAl合金的鑄錠,因鑄態金屬的鍛造變形抗力大、工藝塑性低、對變形溫度敏感、容易出現鍛造開裂,鑄錠宜采用高溫擠壓開坯工藝制備大規格棒材,不僅可以提高變形的均勻性、保證有足夠的變形量,還可以提高棒材的生產效率和批次穩定性。
鈦合金的顯微組織和晶體學織構是影響力學性能的主要因素,原因在于α相的各向異性。控制鍛件顯微組織的形態以及顯微組織和織構的均勻性,不僅可以改善平均的性能水平,還可以提高零部件的蠕變-疲勞交互作用性能,即保載疲勞性能,減小不同批次部件的性能數據分散性。對于這些新型高溫鈦合金,特別是TiAl合金,因有序結構的引入,使得織構問題更為復雜和重要,對高低周疲勞性能和保載疲勞性能的影響也更為復雜。在棒材和鍛件制備時要嚴格控制組織和織構。
2.3 整體葉盤和整體葉環零件機械加工技術
由于先進發動機性能水平的不斷提高,整體葉盤、整體葉環等已成為發展趨勢。整體葉盤葉片的結構復雜、通道開敞性差、葉片薄、彎扭大、剛性差、易變形,設計時對其幾何精度水平、綜合質量水平要求越來越高,機械加工和表面完整性的保證變得越來越困難[30] 。對于葉片尺寸較小的壓氣機整體葉盤和整體葉環,葉型一般采用高速數控銑削方法加工,控制零件加工變形,采用振動光飾去應力技術以改善零件表面殘余應力分布,之后對葉片部分型面進行修磨和磨粒流拋光,葉型尺寸精度高,葉型誤差小于0.1mm,葉片表面粗糙度Ra達到0.2μm的水平,提高零件的表面質量和表面完整性。應采用電化學方法來加工TiAl合金葉片的型面。
2.4 材料性能評價及應用設計技術
上述4類材料還處于工程化研究和試用階段,積累的性能數據不充分,影響了材料和部件的設計選材和強度計算。與普通鈦合金相比,這4類高溫鈦合金材料的塑性、斷裂韌度、沖擊韌度均更低,缺口敏感性大,裂紋尖端的應力通過局部塑性變形而下降的能力較差。特別是TiAl合金,具有相當低的室溫拉伸塑性和抗疲勞裂紋擴展性能,但在接近700℃時會顯著改善[31] ,而且初始蠕變變形速率大。根據這類材料的特點,設計并制定科學合理的技術指標,發揮熱強性的同時,應保證有足夠的塑性,充分重視制件的斷裂性能。發動機設計選材和強度計算時,需要建立完整的材料設計性能數據庫。對于低塑性的TiAl合金,應根據材料的特性,確定合理的部件設計和定壽方法,以及成本合算的供應鏈[32] 。合理控制TiAl合金制件結構的設計應力水平,避免出現明顯的應力集中,提高表面完整性[31] 。科學評價這些鈦合金的阻燃性能也至關重要。此外,無論整體葉盤還是整體葉環,在高溫下使用時,同一個零件上存在溫度梯度,一部分材料會約束另一部分材料的變形,在溫度梯度的作用下會引起熱應力,影響部件的疲勞性能和使用可靠性。
2.5 超高周疲勞性能研究
實際上鈦合金材料不存在高周疲勞極限。美國的發動機結構完整性項目(Engine Structural Integrity Program,ENSIP)1999版和2004版均要求鈦合金發動機零部件的高周疲勞壽命最低應達到109周次[33] 。隨著作用應力的下降,疲勞裂紋萌生位置由表面傾向于在內部發生[34] 。對于600℃高溫鈦合金整體葉盤、鈦基復合材料整體葉環以及TiAl合金葉片,因葉片的疲勞性能對振動應力非常敏感,應充分研究其超高周疲勞行為及性能。合理選用適當的表面強化手段,如激光沖擊強化和低塑性拋光等,以提高葉片的超高周疲勞性能,防止葉片失效引起內物損傷和災難性失效。
3.結束語
一個新材料并不是十全十美的材料,而只是能滿足某種特殊用途的材料,材料某些性能的提高常常是犧牲了其他性能獲得的。將一種新材料得以實現工程化應用,特別是在發動機上應用是一項巨大的挑戰,需要從實驗室規模或小試規模逐漸過渡到工業化生產,而且需要關注研究結果的重復再現,以證明材料的性能和工藝的穩定性和可靠性,并考慮成本等經濟性因素。
新型高溫鈦合金材料的特性不同于普通鈦合金材料,其制造加工技術難度可能比材料技術本身的難度要大得多,如熔煉、鍛造、熱處理、機械加工和表面處理等。一個新材料構件的質量、可靠性及成功應用取決于設計、材料、工藝與使用四者之間的有機配合和相互適應。需加強材料和構件主要性能的波動性、平均性能的代表性和標準性的分析。在使用這類新材料時,應謹慎控制零件的應力水平,避免引起局部的高應力集中和結構的不連續性,并采取抗斷裂設計措施,在生產和使用維修中采用可靠的檢查方法。
鈦合金對表面損傷和缺陷具有較強的敏感性,而塑性更低的600℃高溫鈦合金、阻燃鈦合金、TiAl合金、SiCf/Ti復合材料對缺陷的敏感性更突出,基于惡劣環境使用對發動機構件疲勞性能和損傷容限性能的極高要求,應嚴格控制和檢測這類材料及制件內部的冶金缺陷及表面完整性,包括表面的粗糙度、波紋度、表面層的微觀組織變化、塑性變形、殘余應力等。對于低塑性的TiAl合金及SiCf/Ti復合材料,殘余應力是一個不可忽視的因素,對制件加工過程和使用過程產生的變形、尺寸超差、疲勞性能、應力腐蝕開裂等均會產生有害影響。對于葉片類和盤類零件,考慮到低塑性對應力集中敏感的特點,在零部件設計時,應盡量避免設計不當引起的高應力集中,特別是轉接圓角R的大小和加工精度。TiAl葉片與鎳基高溫合金盤之間存在的接觸疲勞和微動磨損,以及存在因其低延展性和低屈服強度導致的相對差的抗沖擊損壞性能。
隨著我國航空強國戰略的實施,鈦合金行業處于強勁的發展時期。在高性能先進發動機減重、安全服役和節能降耗需求的驅動下,普通鈦合金、新型鈦基合金材料及應用技術均不斷得到發展。隨著600℃高溫鈦合金、阻燃鈦合金、TiAl合金和SiCf/Ti復合材料的深入研究,技術成熟度不斷提高,將逐漸應用于先進發動機的關鍵部件,有力推動我國航空發動機技術發展。