3.4、AMed鈦合金的微加工
隨著精密制造的發展,微機械加工在微型零件的生產中迅速發展。由于易用性、工藝靈活性、低安裝成本和無限制的零件材料等優點,微機械加工已成為大規模生產具有復雜三維輪廓零件(如微傳感器、生物醫學零件、微模具和模具)的最有前景的技術。然而,與傳統尺度(毫米級)下的切削過程相比,當加工參數(主要是進給速度)減小到微米級時,一些經常被忽略的因素變得非常重要。
在傳統的宏觀加工中,切削刃通常被認為是鋒利的,這意味著切削刃的半徑遠小于進給速度。在微機械加工中,切削深度在1 mm以內,進給速度通常在微米級。在這種情況下,切削刃的半徑通常與最小未變形切屑厚度相似,甚至更大(圖18)。從正交切削的角度來看,這意味著切屑流的形成是由切削刃的“犁削”(或彈性恢復)而不是切削引起的。微加工中的另一個關鍵因素是毛刺的形成。毛刺是影響滿足所需尺寸公差和幾何形狀能力的缺陷。在銑削過程中,由于工件材料的“推壓”,在切削路徑的入口和出口形成毛刺。傳統的去毛刺方法不適用于微尺度加工的零件,因為它可能會損壞加工表面以及尺寸精度。因此,為了保證加工表面的質量,限制微加工中毛刺的形成是非常重要的。

圖18 不同切削深度下微細銑削中切屑形成的機理:(a)切削深度
已經開展了多項研究,以研究AMed鈦合金的微觀切削性能。Le Coz等人研究了SLMed Ti6Al4V在干切削條件下的微車削過程,切削力、硬度和殘余應力是分析的主要響應。Bonaiti等人研究了LAD在不同軸向切削深度和進給速度下制造的Ti6Al4V的微銑削。他們提出,硬度是影響微細加工中切削力和毛刺形成的關鍵因素。具體而言,切削力和毛刺數量從樣品A增加到樣品C(圖19(A)),這與硬度的增加一致。Le Coz等人研究了SLMed Ti6Al4V的微切削過程,并分析了不同切削參數下的切屑形態。如圖19(b)所示,切屑的形狀從6 m/min的長錐形螺旋切屑變為102 m/min的螺旋狀錐形切屑。在500 m/min的較高速度下,切屑為螺旋狀帶狀,但易碎。較低的未切割切屑厚度會形成螺旋狀的錐形切屑,較高的進給速度會形成較長的切屑。
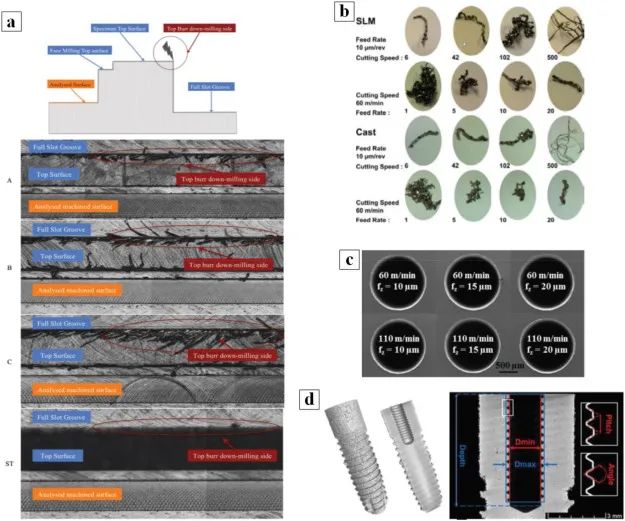
圖19 (a) AMed Ti6Al4V微銑削中的毛刺形成,(b)不同工件材料微切削中的切屑形態,(c)在不同切削參數下鉆削DMLSed工件時的孔質量,(d)通過CT(計算機斷層掃描)掃描的螺紋孔形態。
Rysava等研究了由DMLS通過牙釘的微鉆孔和螺紋制造的Ti6Al4V的可加工性。對不同軸向位置的孔徑精度進行了分析,發現由于主軸的跳動,孔徑隨深度的增加略有增大。鉆孔和螺紋操作中,不同切削參數下的毛刺大小和形狀差異不顯著(圖19(c)和圖19(d))。
在另一項研究中,Hojati等人系統地研究了鍛造和EBMed鈦合金在微銑削中的可加工性。分析了切削過程中的比能和毛刺形成。結果表明,由于尺寸效應,當切屑厚度小于7.4μm時,切削EBMed工件的比能量高出5-15%。加工變形材料時,毛刺形成是連續的,并且具有波形特征。相比之下,由于AMed零件粗糙表面的不規則特性,EBMed零件上形成的毛刺不連續且尺寸較小。此外,盡管硬度較高,但EBMed零件上形成了更多的毛刺。此外,還發現在較低的未切割切屑厚度下會形成更多的毛刺(圖20)。這是因為犁削現象顯著,導致比能量較大,剪切變形占主導地位,導致形成更寬和更厚的毛刺。
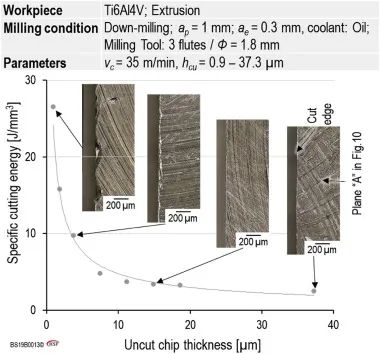
圖20 0EBMed Ti6Al4V的比切削能量與毛刺形成之間的相關性。
3.5、AMed鈦合金材料性能的影響
3.5.1. 孔隙度的影響
加工后接近完全致密的AMed鈦部件表現出優異的機械性能。然而,即使存在最輕微的孔隙,這些零件的機械性能也會顯著降低。AMed零件表面的氣孔顯著影響此類零件的可加工性。Varghese等人報告說,切削力和表面光潔度取決于AMed試樣的孔隙度水平。他們發現,平均切削力隨著孔隙度的增加而降低,而表面光潔度最初隨著孔隙度的增加而惡化,隨著孔隙度值的增加而改善,如圖21所示。多孔AMed 鈦工件的不均勻性導致切削力隨著切削深度的增加而增加。他們還發現,與鍛造零件相比,多孔AMed Ti6Al4V零件的表面光潔度非常差。
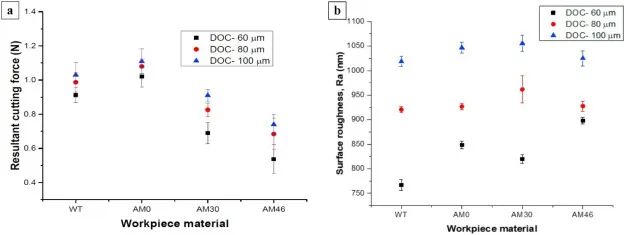
圖21 (a)切削力和(b)表面粗糙度隨切割深度(DOC)從60 μm增加到100 μm的變化。鍛造(WT),全致密(AM0), 30%多孔(AM30), 46%多孔(AM46) AMed Ti6Al4V工件完全致密(AM0)、30%多孔(AM30)和46%多孔(AM46)AMed Ti6Al4V工件。
加工多孔或孔隙誘導的工件材料的過程可被視為一個中斷的切削操作,其中工件的一段是用于連續切削的固體塊狀材料,工件表面上的孔隙代表刀具脫離切削的區域,如圖22(a)所示;從而形成短長度的切屑。當然而,在AMed工件的情況下,在大多數情況下,孔隙率都是微尺度的,可以應用變形誘導切削機制,其中切削刀具刃與表面孔隙附近的工件區域的相互作用可以導致孔隙閉合和機加工表面的表面加工硬化,如圖22(b,c)所示。然而,在這兩種切割機制中,表面和/或地下孔隙度的存在導致切割力下降。
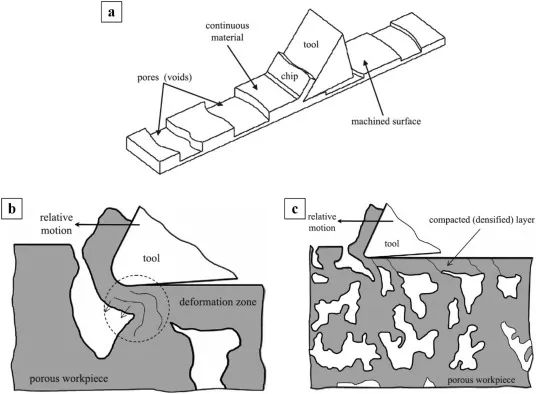
圖22 (a)含有宏觀孔隙的工件表面的中斷切割機制,以及含有微觀孔隙的工件表面的變形誘導切割機制,導致(a)孔隙閉合和(b)加工硬化機加工表面。
Caustan和Cimino認為,多孔工件造成的中斷切削可能會在刀具上產生循環載荷,這種連續的加載和卸載循環可能會導致刀具邊緣出現微裂紋。
3.5.2 各向異性的影響
AM誘導的材料性能各向異性是分析AMed鈦合金可加工性時不可忽視的另一個因素。關于各向異性對AMed零件加工性能影響的文獻非常有限。Shunmugavel等人通過正交切削實驗,研究了SLM在不同建筑取向下制備的Ti6Al4V的可切削性,得出結論,可切削性受β晶粒取向的影響。
在與工藝過程中形成的層流和柱狀優先β晶粒方向相關的不同方向上移除一毫米厚的表面材料層。在垂直于層流優先β晶粒的X-Y平面(圖23(A))中沿Y方向進給(情況1),在Y-Z平面(圖23(b))中沿Y方向進給,穿過柱狀優先β晶粒(情況2),并在平行于層流優先β晶粒的Y-X平面上沿X方向進給(圖23(c))(情況3)。當切削進給方向與層流優先β晶粒垂直時,切削力(主切削力和推力)最大(情況1),而當切削穿過柱狀優先β晶粒時,切削力最小(情況2)。至于表面完整性,發現情況1的機加工表面最光滑,而在其他兩種情況的機加工表面上發現鋸齒狀刀具軌跡(圖24(a-c))。由于刀具上的BUE,鍛造Ti6Al4V的機加工表面最差(圖24(d))。
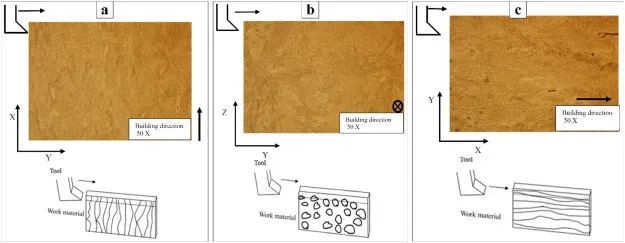
圖23 研究了SLMed Ti6Al4V試樣的顯微組織特征和正交切削策略;(a)案例1:垂直于建筑方向(沿X-Y平面的Y方向),(b)案例2:垂直于建筑方向(沿Z-Y平面的Y方向),(c)案例3:平行于建筑方向(沿X-Y平面的X方向)。
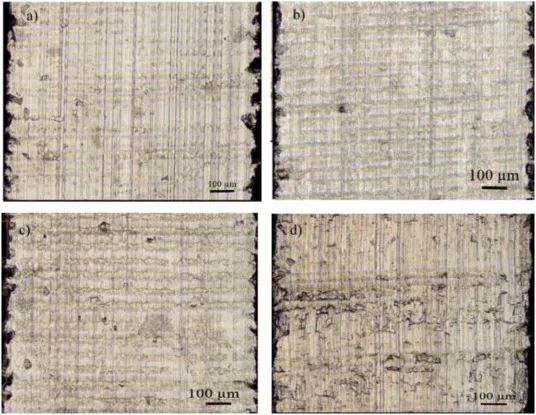
圖24 加工表面的光學圖像;(a) SLMed Ti6Al4V的情況1、(b)情況2、(c)情況3,以及d)鍛造Ti6Al4V樣品。
Lizzul等人研究了AM工藝引起的各向異性對刀具磨損的影響。他們得出結論,α-晶界(αGB)的方向是影響工件可加工性的關鍵因素。實驗通過銑削AMed Ti6Al4V試塊進行,該試塊在αGB層的四個堆積方向(0°、36°、72°和90°)制備。由于所有切削參數都是恒定的(進給速度:0.02 mm/齒,切削速度:75 m/min,軸向/徑向切削深度:0.2 mm/2 mm),因此工件的各向異性被認為是影響刀具磨損發展的唯一因素。結果表明,當αGB層傾角從0°增加到90°時,刀具壽命逐漸降低到40%。在AMed 鈦合金的切削過程中,αGB層代表了微觀結構中的不連續性和可能產生裂紋的薄弱點。如圖25所示,銑刀的旋轉邊緣以對準角κ切入工件。當層的方向角為0°時,配準角為90°。在這種情況下,切削刃的旋轉方向與αGB層平行,這有助于形成切屑,從而去除材料,減少作用在切削刃上的力,提高刀具壽命。相反,當切削90°-αGB層試樣時,切削過程穿過αGB層,增加了切削力,導致更嚴重的刀具磨損。
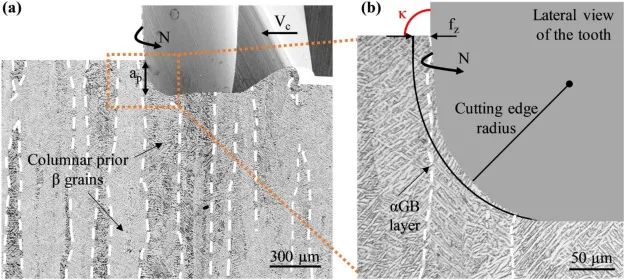
圖25 (a)相對于0°樣品先前β晶粒方向的刀具嚙合,以及(b)顯示αGB層相對于刀具對準角κ的取向角的縮放圖片。
3.5.3 后處理熱處理的效果
一般而言,AMed構件采用后處理熱處理,以獲得更好的延展性和強度。然而,Littlefair等人報告稱,由于SLMed Ti6Al4V的熱處理,微觀結構發生變化,強度增加,導致刀具在高速切削時出現嚴重磨損和災難性刀具失效,如圖26(a)所示。此外,由于熱處理后工件的延展性增加,鈦材料與刀具的附著力顯著增加,導致加工表面更粗糙,如圖26(b)所示。他們還報告說,切割速度的增加導致加工工件表面下的塑性變形深度增加,如圖26(c)所示。
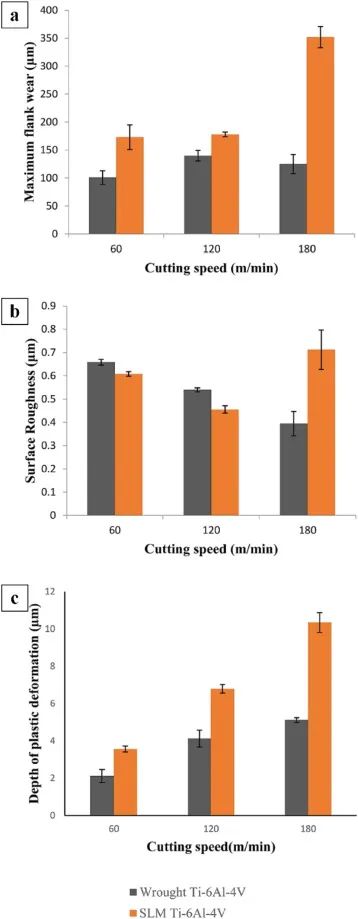
圖26 (a)刀具磨損,(b)機加工表面粗糙度,以及(c)不同切削速度下鍛造和SLMed Ti6Al4V工件的亞表面塑性變形的變化。
Ahmadi等人研究了具有不同α和β相組成的熱處理Ti6Al4V的微銑削。他們發現,由于工件的硬度更高,刀具邊緣的BUE更大,含有兩種相的較小晶粒尺寸和β相的較低分數的樣品導致更高的切削力。他們還發現,加工工件表面的紋理取決于銑削策略,無論是上銑還是下銑,下銑都會產生更多的壓縮次表面變形。應力消除熱處理還增加了AM制造組件上的壓縮應力,這也解釋了與竣工和鍛造條件相比,應力消除組件的切削力增加的原因(圖27)。
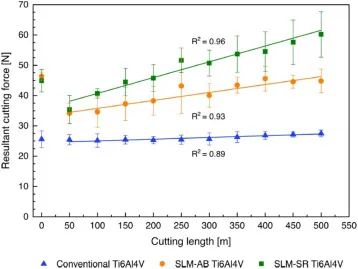
圖27 鍛造(常規)、SLM竣工(SLM-AB)和SLM應力消除(SLM-SR)Ti6Al4V工件的合成切削力隨切削長度的變化。
與鍛造工件相比,LAD制造的Ti6Al4V需要更高的切削力進行加工。熱處理與加工參數對變形鈦合金的影響可導致疲勞壽命方面的裂紋萌生率。了解后熱處理工藝對加工過程的影響至關重要,無論是鍛造零件還是AMed零件。在某些情況下,熱處理不僅可以通過提高延展性、耐磨性、強度來提高AMed 鈦合金的機械性能,而且可以降低切削力和延長刀具壽命。然而,每種AM工藝都需要特定的工藝相關熱處理,以實現熱處理AMed鈦合金工件的最佳可加工性。
3.6、AMed鈦合金加工建模
近年來,許多研究人員成功地證明,金屬增材制造工藝已經成熟,可以生產出具有可靠和可重復機械性能的金屬零件,適合特定應用。盡管如此,大多數研究從成形過程的角度報告了研究結果,并沒有探索后續后處理(如機加工操作)對部件性能的影響。因此,了解加工對AMed 鈦工件性能的影響至關重要。最重要的是,需要開發AMed部件后加工操作的數值模型,以便在一定范圍內預測零件性能。
通過比較計算結果和實驗結果(圖28),發現主切削力、推力和切削溫度的誤差在1%~10%之間。然而,可以看出,進給速度為0.05 mm/rev時,切削力的誤差更大。此外,與預測切削力相比,不同切削參數下的預測溫度誤差更大(通常超過15%)。這歸因于模型參數的優化,因為EBMed Ti6Al4V的材料性能與鍛造材料非常不同。類似地,Bordin等人應用相同的模型來模擬EBMed Ti6Al4V的半精車削過程。結果表明,主切削力預測值在可接受范圍內(誤差7%)。然而,預測的進給力和切削溫度值遠高于實驗數據,如圖29所示。
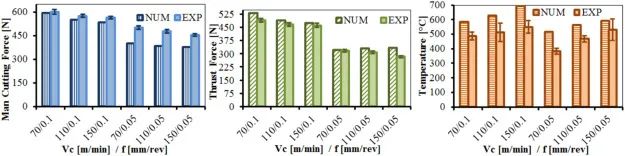
圖28 EBMed Ti6Al4V工件正交切削建模中主切削力、推力和溫度的驗證。
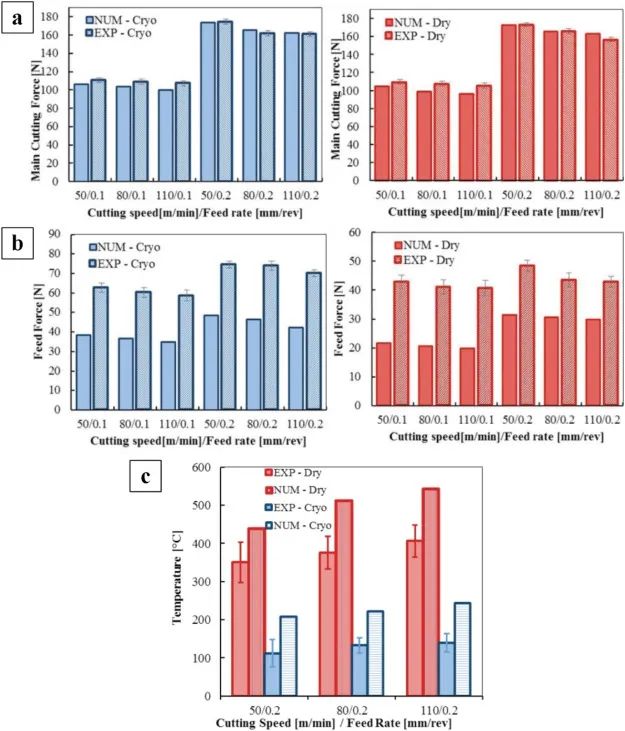
圖29 EBMed Ti6Al4V干車削和低溫半精車削過程中(a)主切削力、(b)進給力和(c)溫度的預測數據與實驗數據的比較。
在切削過程的模擬中,采用了局部重劃方法,提高了加工表面應力分布的精度。如圖30所示,報告了考慮α片層應變、α片層厚度和α片層納米硬度變化的切屑形成模擬,這與實驗結果非常一致。此外,還發現,由于應變軟化,使用低溫冷卻劑的塑性應變較高;然而,發現低溫冷卻劑條件下的α-片層厚度小于干切削工藝的厚度,如圖31(a,b)所示。納米硬度受α片層厚度和應變的影響(圖31(c,d))。具體而言,當α片層厚度較低時,在低溫冷卻劑環境下可以看到較高的硬度。在較高的切削速度下,隨著α片層應變的增加,亞表層納米硬度增加。
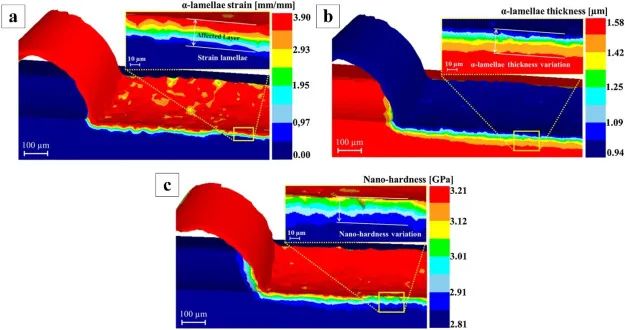
圖30 模擬結果顯示了EBMed Ti6Al4V工件干加工過程中預測的(a)α片層應變、(b)α片層厚度和(c)α片層的納米硬度。
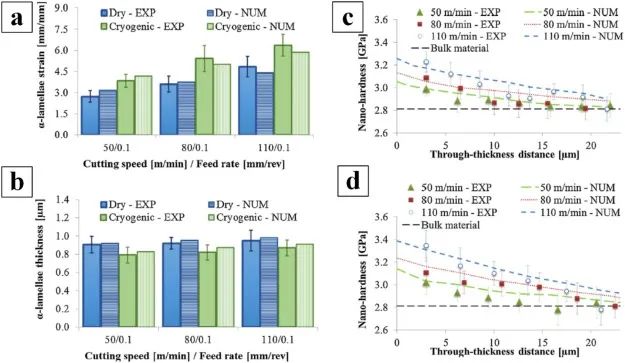
圖31 在(c)干燥和(d)低溫加工條件下,預測和實驗(a)α片層塑性應變、(b)α片層厚度和加工表面納米硬度之間的比較。
圖32表示由五個覆層組成的薄壁零件的LAD模擬。可以觀察到,當初始層被熔覆時,殘余應力較大,并且由于后續層的溫度分布均勻,新熔覆層下方的熱應力減小。熔覆完成后,由于熱端效應,殘余應力分布變得均勻,但在薄壁的中間部分更高。圖33顯示了不同加工間隔下的殘余應力分布。銑削最底層后,殘余應力發生顯著變化。研究發現,去除表面材料后,表面的初始拉伸殘余應力狀態降低,加工后表面變得壓縮。模擬結果表明,在機械加工和AM條件下,殘余應力平均降低約47%。
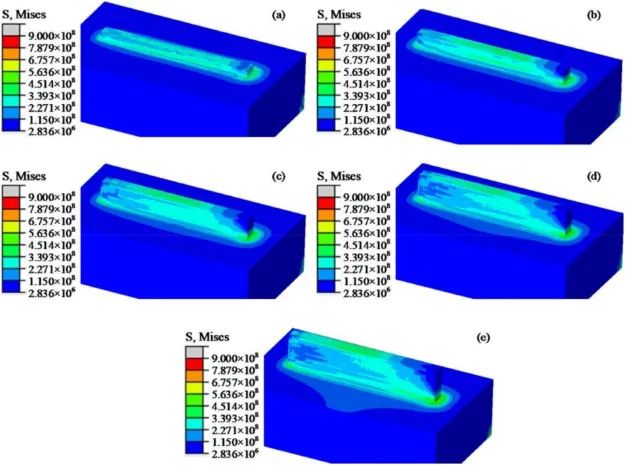
圖32 打印后,通過激光添加沉積工藝制造薄壁零件時產生的應力場:(a)一層;(b)兩層;(c)三層;(d)四層;(e)完整部分
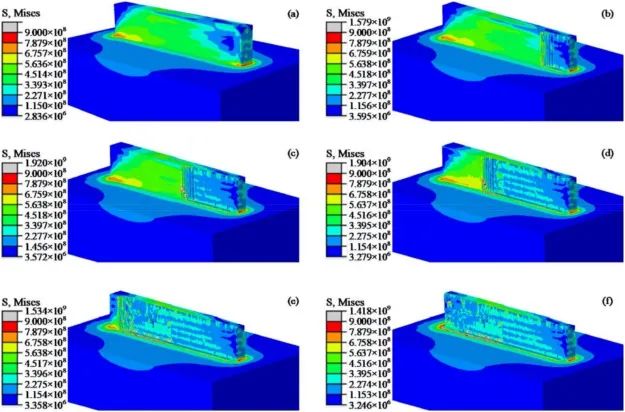
圖33 不同后處理加工時間后的應力分布:(a)0 s,(b)0.037 s,(c)0.074 s,(d)0.111 s,(e)0.148 s,和(f)0.185 s。
4、討論及未來工作
本文全面回顧了增材制造的鈦合金及其機械加工性能。在用于制造鈦組件的各種AM工藝中,確定了五種最廣泛使用的MAM工藝,即:SLM、EBM、LAD、WAAM和CSAM。在過去十年中,對AMed 鈦加工特性的研究越來越多,已發表的文獻研究了與印刷零件材料特性相關的切削性能變化。
眾所周知,鈦合金由于其高彈性模量和屈服強度,其機械加工性能較差。在加工鈦合金時,切削區內嚴重的刀具磨損和高溫會導致嚴重的刀具磨損。在加工AMed鈦合金時也報告了類似的觀察結果。與加工變形鈦合金時的冷卻和潤滑方法類似,冷卻液和替代方法(如低溫冷卻和MQL)被用于降低切削溫度和隨后的刀具磨損,最終改善了加工工件的表面完整性。
切削參數的選擇是需要進一步研究的另一個方面。切削深度的選擇可能會對AMed Ti組件的表面完整性產生重大影響。切削過程中刀具/工件的相互作用會導致加工表面上的殘余應力以及次表面變形,而這些不可見的影響直接受到切削參數選擇的影響。在AMed Ti部件的微加工中,了解使用常規微加工工藝可以實現的公差和表面粗糙度至關重要。
最重要的是,孔隙率和各向異性導致材料性能沿不同方向和不同位置發生變化,這是AMed鈦合金的一個特征。此外,后處理熱處理使AMed鈦合金的微觀結構和機械特性發生顯著變化。在多軸加工中,刀具軌跡的優化應考慮印刷/切削方向,這有助于提高已加工AMed零件的表面光潔度和尺寸精度。
除了所有這些關于切削參數的研究工作外,對于適合加工AMed零件的刀具及其設計還沒有太多的關注。應明確關注刀具刃口的前角、卸壓角和間隙角。因此,必須更加重視刀具的研發,以獲得更好的AMed零件精加工質量。
5、結論
本文對鈦合金的切削加工性能進行了綜述和討論。在宏觀/微觀尺度上切削AMed鈦合金時,切削力、溫度、表面光潔度、亞表面微觀結構、切屑形貌和刀具磨損均較高。還總結了冷卻/潤滑方法(包括MQL和深冷)對切削響應的影響。討論了孔隙率、各向異性和熱處理后材料性能對AMed鈦合金切削性能的影響。還簡要討論了使用建模技術評估AMed Ti工件的可加工性。從最先進的研究中得出的結論總結如下:
(1)在不同的AM方法中,基于PBF的方法,SLM和EBM由于其設計靈活性,在鈦合金零件的制造中占據主導地位。然而,這些AM工藝僅限于其機室尺寸;因此,它們適用于尺寸小、產量低的零件。或者,其他AM工藝(如LAD、WAAM和CSAM)正越來越多地應用于以更快的生產率制造更大尺寸的鈦組件。然而,這些工藝生產的零件需要后續的后加工。迄今為止,與鍛造工件相比,關于AMed 鈦工件可加工性的信息非常少,其中大部分與SLM和EBM打印零件有關,僅限于一種類型的鈦合金(Ti6Al4V)。因此,進一步探索AMed鈦合金的加工特性還有很大的研究差距。
(2)與鍛造鈦合金相比,AMed鈦合金的機械性能(包括硬度、屈服強度和極限抗拉強度)更高,這導致更高的切削力和切削溫度,增加了AMed鈦合金的加工難度。
(3)在加工AMed 鈦零件時,惡劣的切削條件直接導致較高的刀具磨損率,從而進一步影響已加工工件的表面完整性,導致較高的表面粗糙度和高硬度的塑性變形亞表層。
(4)采用低溫冷卻和MQL等交替冷卻和潤滑方法來降低切削溫度和隨后的刀具磨損,從而最終改善已加工AMed工件的表面完整性。然而,在微加工過程中,由于產生的熱量很小,冷卻劑的影響很小。
(5)材料性能的孔隙率和各向異性顯著影響AMed 鈦組件的可加工性。此外,后處理熱處理引起微觀結構特征的變化,進一步動態影響加工響應。因此,應進一步研究AMed 鈦工件的切削性能與顯微組織特征之間的關系。