3、增材制造鈦合金的可加工性
眾所周知,AM的優(yōu)點(diǎn)之一是能夠快速獲得近凈形狀零件。然而,AMed零件不能在制造過程后直接使用或組裝。這是因?yàn)锳Med零件的表面光潔度不光滑,特別是AMed表面的表面粗糙度、硬度和殘余應(yīng)力甚至高于鍛造材料。因此,在大多數(shù)情況下,AMed零件的精加工是必要的后處理步驟。然而,眾所周知,鈦合金是難加工材料。因此,了解AMed鈦合金的切削性能對其應(yīng)用非常重要。
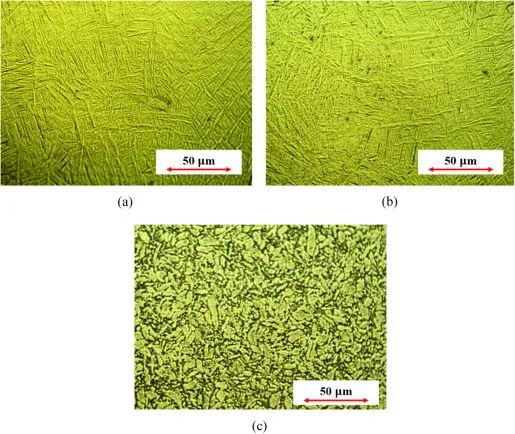
蝕刻的光學(xué)顯微鏡(a) AM成型,(b) AM在700°C退火1小時(shí),(C)變形材料。AM材質(zhì)的構(gòu)建方向垂直于圖像。
切削力、刀具磨損和表面完整性是反映任何材料(包括鈦)可加工性的主要指標(biāo),因?yàn)榍邢髁Φ淖兓怯绊憸囟取⒈砻嫱暾院偷毒吣p發(fā)展的因素。切削過程中的力是由于加工切屑的形成而產(chǎn)生的,并施加在刀具/切屑接觸界面上。如上所述,與鍛造材料相比,AMed鈦合金的硬度、屈服強(qiáng)度和極限抗拉強(qiáng)度更高。這些增強(qiáng)的機(jī)械性能顯著影響刀具-工件相互作用和切屑形成的塑性變形過程,從而影響切削力,最終影響加工表面的完整性。
刀具磨損是評估金屬材料可加工性的另一個(gè)主要因素。與鋁合金的切割工藝相比,鈦合金的切割難度更大,因?yàn)槠渚哂懈邚?qiáng)度和低導(dǎo)熱性,導(dǎo)致刀具磨損情況更為嚴(yán)重。具體而言,一次變形區(qū)中工件的絕熱剪切和二次變形區(qū)中的刀具/切屑接觸產(chǎn)生大量熱量,這加速了粘著擴(kuò)散磨損過程,這是粘著磨損的主要刺激因素,如刀具表面的堆積邊緣(BUE)和堆積層(BUL)。此外,刀具/切屑界面和刀具/工件界面的嚴(yán)重磨損導(dǎo)致側(cè)面磨損和弧坑磨損,這是影響刀具壽命的主要因素。在分析加工AMed鈦合金時(shí)刀具磨損的發(fā)展時(shí),應(yīng)考慮性能(強(qiáng)度和硬度)變化以及微觀結(jié)構(gòu)改變所產(chǎn)生的影響。
3.1、切削力和表面完整性
對AMed鈦合金的切削力和表面完整性進(jìn)行了一些實(shí)驗(yàn)研究。Polishetty等人通過分析切削力和表面粗糙度(如圖3所示),比較了鍛造和SLMed Ti6Al4V的可加工性。結(jié)果發(fā)現(xiàn),加工SLMed Ti6Al4V時(shí),由于屈服強(qiáng)度較高,切削力可大200 N。SLMed零件的機(jī)加工表面粗糙度比鍛造零件低約20%,這是由于AMed材料的硬度較高,延展性降低,從而限制了機(jī)加工表面峰值的側(cè)向塑性流動。在一項(xiàng)研究中,Shunmugavel等還比較了鍛造和SLMed Ti6Al4V之間的可加工性。研究發(fā)現(xiàn),加工AMed Ti6Al4V時(shí)的切削力較高,從而提高了切削溫度和刀具/切屑磨損,導(dǎo)致嚴(yán)重的粘著磨損。Rotella等人研究了由EBM和DMLS制造的AMed Ti6Al4V的表面完整性。在不同切削速度下車削后,發(fā)現(xiàn)AMed零件的粗糙度比鍛造零件的粗糙度高出約10%-20%,這與Polishetty等人的結(jié)果不同。在加工表面發(fā)現(xiàn)了塑性變形晶粒的影響層,并且層的厚度隨著切削速度的增加而增加。在每個(gè)切削速度下,EBMed零件的影響層厚度最大(21μm至24μm),其次是DMLSed零件(18μm至22μm)和鍛造工件(小于17μm)。
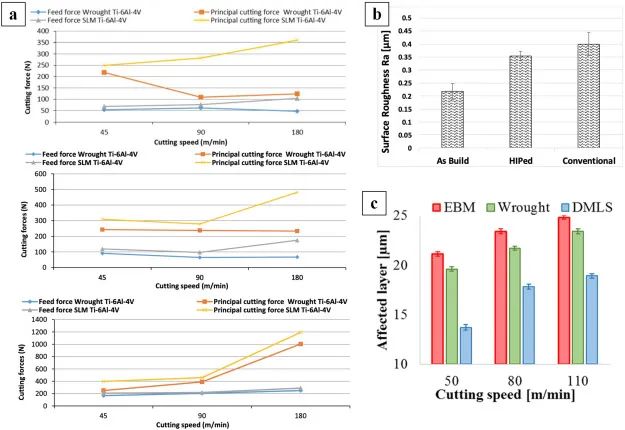
圖3 (a)加工AMed 鈦合金時(shí)不同進(jìn)給速度下的切削力,(b)AMed 鈦合金的表面粗糙度,(c)在不同切削速度下加工AMed 鈦合金后影響層的厚度。
3.2、AMed鈦合金的干式加工
干加工是一種眾所周知的綠色制造方法,多年來一直受到學(xué)術(shù)界和工業(yè)界人士的關(guān)注。干式切割不需要油基或乳化劑基金屬加工液,減少甚至消除了環(huán)境污染以及與之相關(guān)的皮膚病、呼吸障礙等健康問題,符合綠色工業(yè)的要求。然而,鈦合金的高強(qiáng)度和高反應(yīng)性化學(xué)特性使其干加工變得困難。如果不使用冷卻液和潤滑,切削力會很高,導(dǎo)致切削溫度高,刀具/切屑和刀具/工件界面磨損更嚴(yán)重。因此,鈦合金干切削過程中的刀具磨損率很快,這嚴(yán)重限制了加工效率和表面質(zhì)量。在切削AMed鈦合金時(shí),硬度和極限抗拉強(qiáng)度的提高會進(jìn)一步提高切削力和溫度,從而使AMed鈦合金的干切削更加困難。
Zhang等人研究了AMed Ti6Al4V在干切削條件下(高達(dá)250米/分鐘)使用陶瓷銑刀高速銑削時(shí)的可加工性。分析了切削力、溫度、表面粗糙度和切屑形貌等切削響應(yīng)。發(fā)現(xiàn)當(dāng)切割速度從150 m/min增加到200 m/min時(shí),合成切割力最初減小,然后當(dāng)切割速度進(jìn)一步增加到250 m/min時(shí),合成切割力增大。這是因?yàn)橛捎跓彳浕ぜ牧显谳^低的切割速度下更容易去除,而在較高的切削速度下,應(yīng)變硬化占主導(dǎo)地位,導(dǎo)致流動應(yīng)力和切削力增加。溫度分布表明,切屑周圍的溫度最高,可以看出,隨著切削溫度的升高,切屑的形狀從長(連續(xù))變?yōu)槎蹋〝嗔眩▓D4),因?yàn)檩^高的溫度促進(jìn)了切屑流的斷裂。在銑削表面上觀察到刀具和工件相對運(yùn)動產(chǎn)生的固有進(jìn)給痕跡,并且在使用陶瓷刀具加工DMLSed Ti6Al4V合金時(shí),對產(chǎn)生的光潔度沒有不利影響。
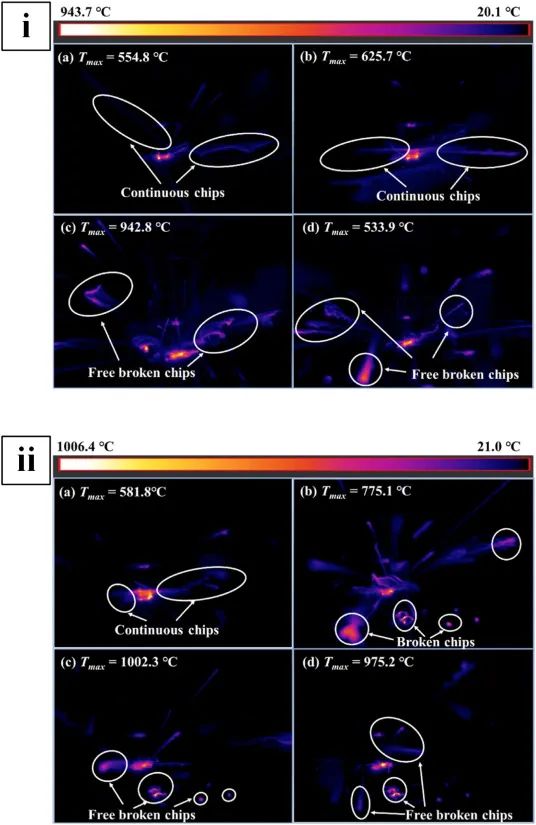
圖4 (i)進(jìn)給速度為0.05 mm/齒,切削速度為250 m/min,切削長度為(a)10 mm,(b)20 mm,(c)30 mm和(d)40 mm,(ii)進(jìn)給速度為0.07 mm/齒,切削速度為250 m/min,切削長度為(a)10 mm,(b)20 mm,(c)30 mm和(d)40 mm時(shí)的切削溫度場。
研究表明,在鍛造Ti6Al4V干切削過程中,高切削溫度和大剪切應(yīng)力的結(jié)合導(dǎo)致了機(jī)加工表面下方微觀結(jié)構(gòu)的變化。同樣,在不同切削速度下加工后,觀察到了次表面變形。如圖5所示,在機(jī)加工表面下方形成了三個(gè)不同的區(qū)域:靠近機(jī)加工表面的層A被稱為“白色層”,這是由于刀具側(cè)面和機(jī)加工表面之間的擠壓而形成的;在白層之下,晶粒在B層中伸長變形,稱為“變質(zhì)層”;在C區(qū),晶粒的形態(tài)與接收到的工件材料相同。此外,隨著主軸轉(zhuǎn)速的增加,變質(zhì)層的厚度逐漸增加。這可歸因于由于與刀具邊緣的相互作用而對機(jī)加工表面產(chǎn)生的犁拉效應(yīng),從而導(dǎo)致二次剪切塑性變形。
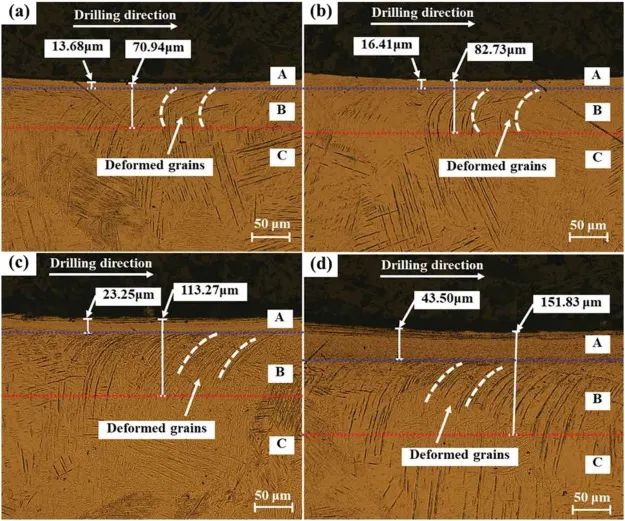
圖5 在f=0.12 mm/rev,主軸轉(zhuǎn)速(a)9.97 m/min,(b)15.95 m/min,(c)24.97 m/min和(d)29.92 m/min的情況下,刻度層的顯微鏡圖像。
Ming等人對DMLS制造的熱處理Ti6Al4V干鉆中的孔質(zhì)量和碎屑形成進(jìn)行了實(shí)驗(yàn)研究。通過分析切屑的剪切角,發(fā)現(xiàn)剪切角隨進(jìn)給速度的增加而線性減小(圖6)。在較大的進(jìn)給速度下,較高的切削溫度軟化了工件材料,使主剪切帶(主變形區(qū))的移動更加容易。切屑相交處的微觀結(jié)構(gòu)表明,一次剪切帶和二次剪切帶附近的β相被拉長。此外,在切屑背面附近發(fā)現(xiàn)針狀馬氏體結(jié)構(gòu),表明在加工過程中很少有細(xì)小的β相分解為馬氏體。加工孔質(zhì)量方面,表面不光滑,孔出口附近有嚴(yán)重劃痕。這種現(xiàn)象是由于在鉆孔過程中,未破碎的切屑堵塞了刀具的切削面造成的。通過檢查孔表面的微觀形態(tài),發(fā)現(xiàn)孔表面上形成的碎屑和碎屑的粘附和涂抹發(fā)生在孔出口附近(圖7)。
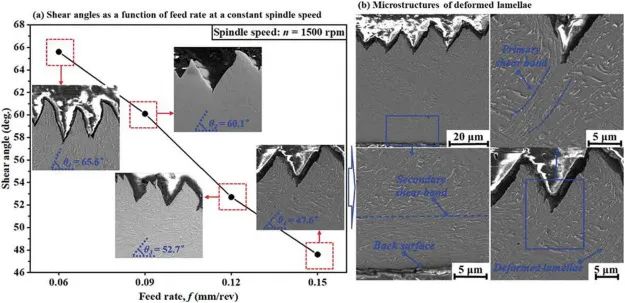
圖6 切屑剪切角隨進(jìn)給量和剪切帶變化的演變特征:(a)恒定主軸轉(zhuǎn)速下剪切角隨進(jìn)給速度的變化;(b)變形片層的微觀結(jié)構(gòu)。
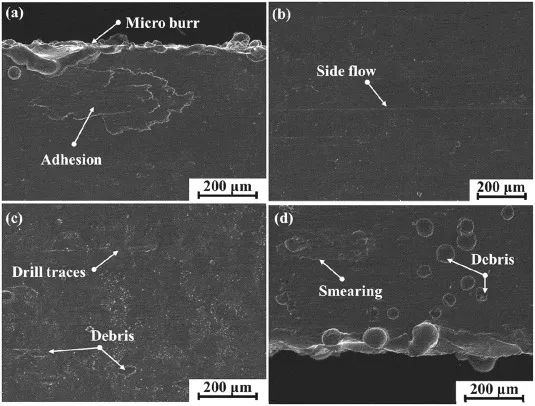
圖7 鉆孔表面特征的掃描電子顯微鏡(SEM)圖像。
在另一項(xiàng)研究中,Dang等人研究了固體Al2O3/Si3N4陶瓷(Sialon)刀具在AMed Ti6Al4V高速銑削過程中的磨損機(jī)理。如圖8所示,切削距離為500 mm后,刀具表面變得粗糙,刀具邊緣出現(xiàn)碎屑。當(dāng)切削距離增加到800 mm時(shí),刀具刃的剝落和對工件的附著力顯著增加。還觀察到沿刀具側(cè)面的凹坑。具體而言,工件材料粘附在前刀面和后刀面上,表明在加工AMed Ti6Al4V時(shí),高溫導(dǎo)致Sialon刀具發(fā)生粘著磨損。這種現(xiàn)象還表明,由于加工過程中采用的高切削速度,導(dǎo)致加工材料的高應(yīng)變率和高切削溫度。碎屑是由施加在切削刃上的高頻動態(tài)切削力引起的。雖然陶瓷刀具的硬度高于碳化鎢刀具,但陶瓷刀具的脆性使其刃口更容易斷裂和破損,尤其是在干切削過程中。
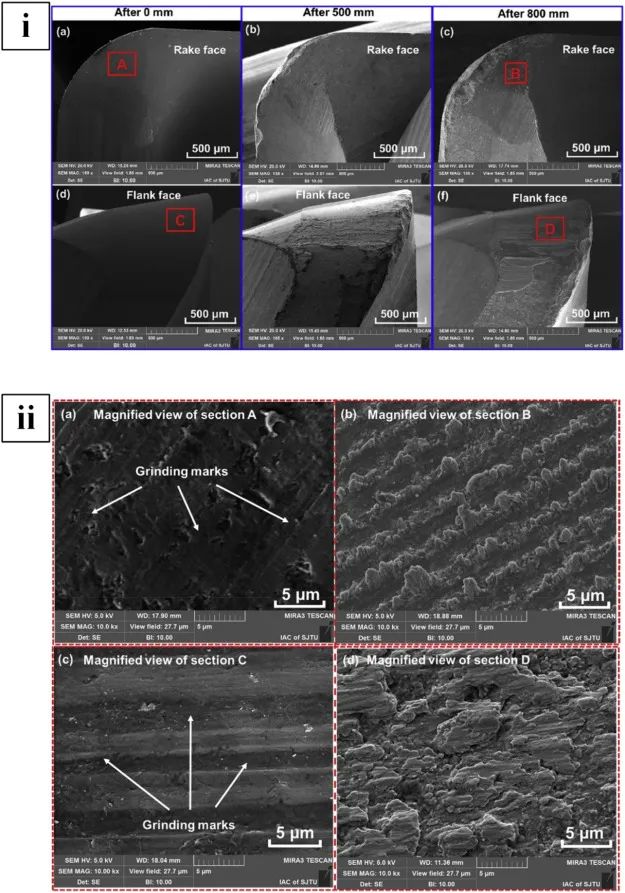
圖8 (i) 0 mm、500 mm和800 mm槽銑削試驗(yàn)后刀具前刀面和后刀面的SEM顯微照片,(ii)A、B、C和D段的高倍SEM顯微照片。
Shunmugavel等人分析了DMLSed Ti6Al4V干車削過程中切屑形成的機(jī)理。圖9顯示了切割速度對切屑形態(tài)的影響。具體而言,隨著切割速度的增加,觀察到從非周期性鋸齒切屑過渡到周期性鋸齒切屑,而與工件材料的狀況無關(guān)。在所有條件下,剪切角隨著切割速度的增加而增加。較高的切割速度導(dǎo)致較高的切割溫度、較高的法向應(yīng)力和剪切應(yīng)力,從而導(dǎo)致嚴(yán)重變形。瞬態(tài)塑性變形引起的變形能幾乎轉(zhuǎn)化為剪切變形層的熱能,導(dǎo)致二次剪切帶溫度顯著升高,剪切帶發(fā)生變化。此外,還研究了剪切帶上的硬度分布。
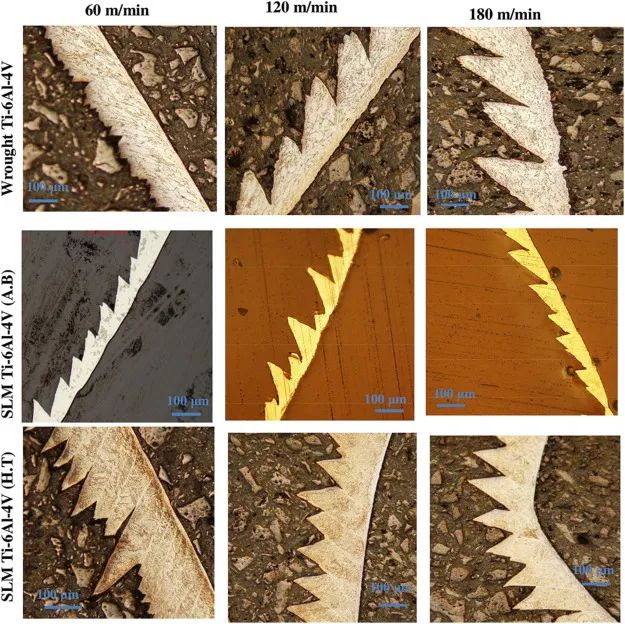
圖9 不同切削速度下不同工件材料的切屑形態(tài)(注:A.B為“竣工”,H.T為“熱處理”工件狀態(tài)。所有圖像中的比例尺代表100μm。)
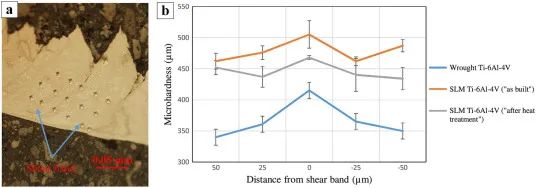
圖10(a) SLMed Ti6Al4V(H.T)切屑樣品中的顯微硬度壓痕,(b)不同條件下工作材料剪切帶的顯微硬度數(shù)據(jù),以60 m/min的速度加工。
在絕熱剪切帶上以25μm的等間距進(jìn)行顯微硬度壓痕(圖10(a))。可以看出,無論機(jī)加工材料條件如何,絕熱剪切區(qū)的硬度都顯著增加(圖10(b))。鍛造Ti6Al4V在剪切帶中的硬度增幅最大,約為14%,而SLMed Ti6Al4V在“竣工”(A.B)和熱處理(H.T)條件下的硬度增幅分別僅為7%和9%。剪切帶硬度的增加是由于剪切局部化和相變導(dǎo)致這些材料的加工硬化特性。與SLMed Ti6Al4V相比,鍛造Ti6Al4V的剪切帶硬度增加百分比較高,表明這些材料的剪切帶中發(fā)生了嚴(yán)重的剪切局部化和變形,這是由于剪切變形阻力較低。
3.3、冷卻液和潤滑的影響
加工鈦合金時(shí),通常使用冷卻液,以降低切削溫度,提供潤滑并延長刀具壽命。然而,在鈦合金的高速加工(HSM)中,使用傳統(tǒng)的溢流冷卻并不是那么有效,因?yàn)榍邢饕翰荒苡行У貪B透到切削區(qū)域,因此不能提供預(yù)期的潤滑和冷卻功能。最近,為了減少大量金屬加工液的使用,以滿足綠色和清潔生產(chǎn)的要求,采用了替代冷卻和潤滑方法。在不同的冷卻方法中,通過大量研究,對最小量潤滑(MQL)和低溫冷卻(圖11)進(jìn)行了研究。
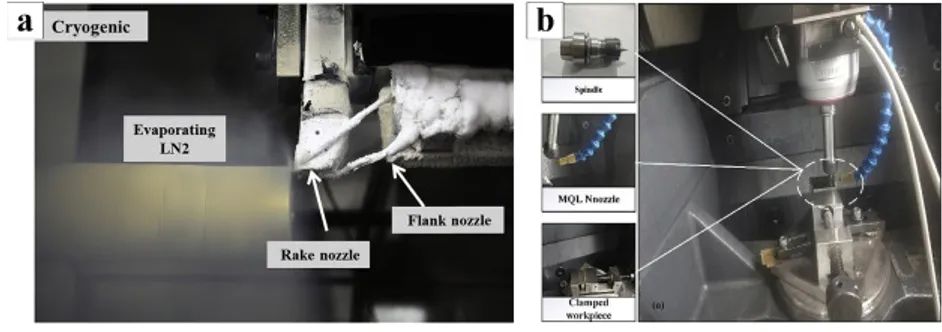
圖11 切割機(jī)的實(shí)驗(yàn)裝置,使用:(a)低溫冷卻(b)MQL進(jìn)行加工。
低溫冷卻利用液態(tài)惰性氣體(如氦氣和氮?dú)猓┑臍饣瘉斫档蜏囟龋@可以提供以下低溫環(huán)境?切割區(qū)域直接溫度為150°C。低溫冷卻劑的應(yīng)用可以顯著降低切削溫度,從而限制嚴(yán)重刀具磨損的發(fā)展。這使得采用極限切削參數(shù)成為可能,從而提高了加工效率。MQL是一種環(huán)保方法,在切割過程中使用少量冷卻液進(jìn)行潤滑。在MQL加工中,冷卻和潤滑介質(zhì)(植物油、礦物油和乳化液)的混合物在壓縮空氣和切削液的微滴流中噴射到切削區(qū)域。MQL加工可以增強(qiáng)切削液通過高壓的穿透能力,尤其是對于HSM而言。與典型的浸沒加工和干加工技術(shù)相比,可以在切削表面形成相對穩(wěn)定的潤滑膜,從而改善潤滑條件。使用低溫、高壓冷卻劑和低溫冷卻空氣加工鍛造Ti6Al4V的工作證明,這些冷卻劑和潤滑劑的應(yīng)用對切削力、表面完整性和刀具磨損有顯著影響。這對于理解加工AMed鈦合金時(shí)不同冷卻液和潤滑劑的影響至關(guān)重要。
Bordin等人研究了低溫冷卻作為加工EBMedTi6Al4V的可持續(xù)策略的可行性。在三種切削條件下,在不同的切削速度和進(jìn)給速度下進(jìn)行了車削實(shí)驗(yàn);干式、濕式和低溫冷卻。采用深冷冷卻后,不同參數(shù)下的表面粗糙度略有降低。通過SEM進(jìn)一步分析加工表面的微觀形貌(圖12)。發(fā)現(xiàn)了包括側(cè)流、粘附、撕裂和鋸齒狀進(jìn)給痕跡在內(nèi)的缺陷,這些缺陷是由刀具在工件材料表面的犁削作用引起的。還研究了芯片形態(tài)(圖13)。一般來說,加工過程中應(yīng)避免長卷曲切屑,以防止纏繞在工件周圍。結(jié)果表明,使用低溫冷卻時(shí)會產(chǎn)生分段切屑卷曲,而在其他切削條件下會產(chǎn)生長卷曲切屑。低溫冷卻的應(yīng)用有效地降低了切割溫度,這也限制了切割過程中工件的塑性和延展性。
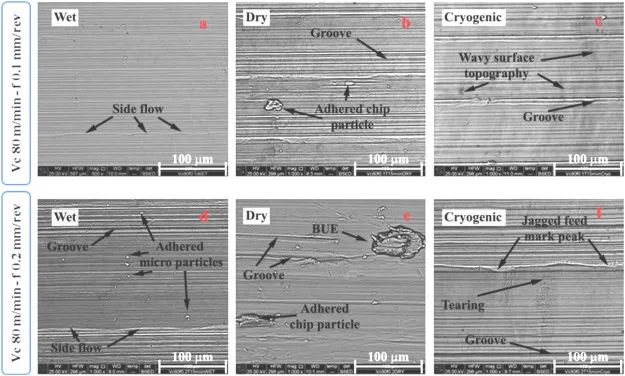
圖12 采用濕、干、低溫冷卻策略車削8分鐘后的主要表面缺陷。

圖13 在低溫、干濕車削條件下,切割8分鐘后,切割速度為80 m/min時(shí)的切屑形態(tài);進(jìn)給速度為(a、b、c)0.1 mm/rev和(d、e、f)0.2 mm/rev。
Bordin等人還分析了鈦AlN涂層刀具在干燥和低溫冷卻條件下車削EBMed Ti6Al4V后的磨損情況。在干燥條件下,發(fā)現(xiàn)粘附是刀具表面的主要磨損模式。還觀察到高溫引起的弧坑磨損、堆積邊緣/層和切削刃剝落。由于切削溫度降低,低溫冷卻液的應(yīng)用顯著減少了刀具磨損。此外,粘合力的降低防止了切削刃和側(cè)面的磨損,從而限制了側(cè)面磨損和切削刃剝落的發(fā)展。此外,低溫冷卻減少了刀具/切屑接觸長度,這是限制前刀面刀具磨損發(fā)展的另一個(gè)因素。當(dāng)應(yīng)用深冷冷卻時(shí),刀具/切屑接觸長度最初減少了20%,并在切割15分鐘后進(jìn)一步減少到約42.8%。通過檢查次表面的微觀結(jié)構(gòu),發(fā)現(xiàn)在干切削條件下車削時(shí),晶粒向切割方向拉長,然而,在低溫冷卻條件下,未觀察到亞表面微觀結(jié)構(gòu)的實(shí)質(zhì)性變化(圖14),這與其他已發(fā)表的低溫加工文獻(xiàn)一致。
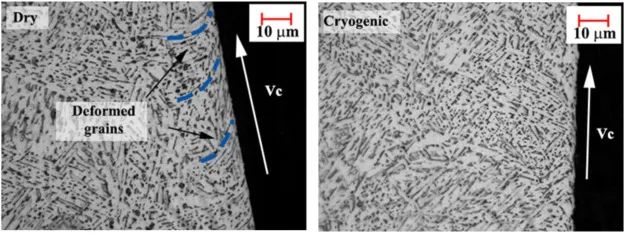
圖14 低溫冷卻對機(jī)加工表面以下材料微觀結(jié)構(gòu)的影響(左側(cè)-干燥狀態(tài);右側(cè)-低溫冷卻狀態(tài))。
Sartori等人進(jìn)一步研究了不同AMedTi6Al4V材料在干燥和低溫條件下的可加工性。工件分別由鍛造、EBM、DMLS和熱處理DMLS制成。結(jié)果發(fā)現(xiàn),DMLSed Ti6Al4V的硬度較高,而其他三種工件的硬度相似。眾所周知,使用WC刀具切削Ti6Al4V時(shí),粘著磨料過程是主要磨損機(jī)制,磨損率與切削溫度(熱導(dǎo)率)有關(guān),如圖15所示。然而,在本研究中,低溫冷卻的應(yīng)用降低了切削溫度,防止了工件材料在刀具表面的粘附。因此,側(cè)面磨損和弧坑磨損主要由刀具/切屑和刀具/工件界面引起,這與工件材料的硬度有關(guān)。通過對刀具磨損形貌的分析,發(fā)現(xiàn)在干切削由DMLS制造的工件時(shí),刀具上的凹坑磨損最嚴(yán)重,因?yàn)槠溆捕茸罡撸瑢?dǎo)熱系數(shù)最低。在低溫冷卻劑輔助下加工時(shí),刀具上的弧坑磨損深度減少到干切削后觀察到的深度的58%。切削刀具的側(cè)面磨損也有類似的趨勢。加工DMLSed工件時(shí),刀具的側(cè)面磨損寬度比其他三種刀具高10%,并且通過應(yīng)用低溫冷卻(在加工EBMed Ti6Al4V的情況下)觀察到磨損減少高達(dá)20%。
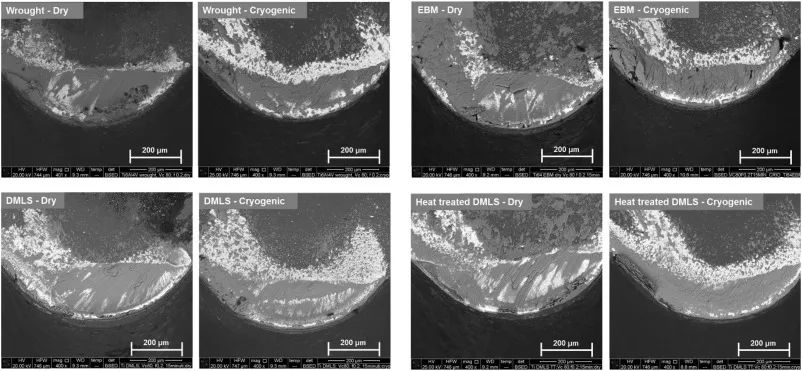
圖15 干切削和低溫冷卻條件下車削15分鐘后磨損刀具前刀面的SEM圖像。
Bruschi等人研究了在生物醫(yī)學(xué)應(yīng)用中加工EBMedTi6Al4V時(shí),冷卻策略對刀具磨損的影響。他們發(fā)現(xiàn),由于熱軟化效應(yīng)的降低,鍛造材料和EBMed工件的顯微硬度和殘余應(yīng)力隨著深冷冷卻的應(yīng)用而增加。對滑動試驗(yàn)后磨損表面的微觀形貌進(jìn)行了檢查,以分析工件材料在不同冷卻條件下的磨損行為(圖16)。在干燥條件下加工的工件表面上,無論工件特性如何,磨痕都更寬、更破碎。干切削后,由于犁削效應(yīng),在加工表面上發(fā)現(xiàn)更寬的凹槽。在這些切削條件下,使用液氮作為冷卻介質(zhì)主要影響磨損行為。在低溫冷卻條件下,粘著是主要的磨損機(jī)制,在生物醫(yī)學(xué)應(yīng)用中,粘著磨損是首選磨損,而不是磨料磨損,因?yàn)橹踩牒竽p碎屑的釋放可能會造成有害的磨損。
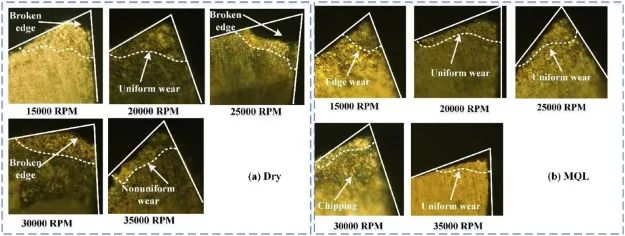
圖16 不同加工條件下加工表面的微觀結(jié)構(gòu):(a)EBMed Ti6Al4V和(b)鍛造Ti6Al4V。
Bertolini等人研究了利用低溫冷卻改善EBMedTi6Al4V加工表面的完整性和耐腐蝕性。采用低溫冷卻時(shí),HDL厚度最大,其次是流體和干切削。通過使用流體冷卻劑和低溫冷卻,切削溫度降低,從而產(chǎn)生更大的切削力。因此,低溫冷卻的較大切削力會導(dǎo)致加工表面下的HDL變厚。
雖然人們對MQL在金屬加工中的應(yīng)用進(jìn)行了廣泛的研究,但很少有研究關(guān)注MQL在加工AMed鈦合金時(shí)的作用。Khaliq等人研究了干切削和MQL條件下SLMed鈦合金微銑削中刀具的磨損。使用植物基切削油作為潤滑劑,消除了與礦物油相關(guān)的污染和健康問題。干切削條件下的粘著磨損仍然很嚴(yán)重,這會去除刀具表面,降低刀具表面的硬度,最終導(dǎo)致切削刃失效(圖17)。與干切削后的磨損情況相比,MQL的應(yīng)用減少了27%的側(cè)面磨損。由于犁削效應(yīng)的彈塑性變形,采用較低的進(jìn)給速度增加了機(jī)加工表面的殘余應(yīng)力。
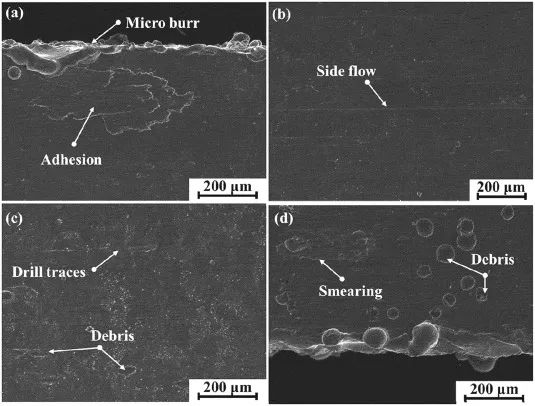
圖17 在(a)干燥條件和(b)MQL冷卻液條件下,隨著進(jìn)給速度的增加,刀具磨損。