摘要
鈦合金(Ti)由于其優異的物理和機械性能,在許多工業部門得到廣泛應用。然而,這些特性會導致在加工過程中產生較高的切削力和溫度,從而降低鈦合金的可加工性。近年來,增材制造(AM)技術已被用于制造具有復雜輪廓的鈦零件。這些AMed零件雖然接近凈形狀,但由于表面完整性差,需要進行精加工操作。本文根據對切削力、表面光潔度和刀具磨損的研究,對各種AM技術制備的鈦合金的切削性能進行了全面的綜述。此外,還分析了冷卻/潤滑方法和材料性能對AMed零件的影響。從該綜述中發現,AMed 鈦機械性能的改善導致更大的切削力和更高的溫度,這顯著影響了精加工后加工操作后的刀具磨損和表面質量。盡管如此,關于顯著改善AMed 鈦組件可加工性的文獻非常有限,這需要在未來的研究中予以重視。
1、介紹
鈦(Ti)合金因其優異的物理化學性能在工業中得到了廣泛的應用。它們具有相對較低的密度和優異的機械性能,包括高屈服強度和彈性模量,并且這些性能可以在高溫使用環境中保持。這些特性適用于大多數航空航天部件,如起落架總成和發動機渦輪葉片。此外,據報道,具有主導β相的鈦合金是生物醫學應用的理想選擇,如骨科骨植入物,因為β穩定元素應改善鈦合金的生物力學兼容性。雖然鈦合金具有最受歡迎的性能,但它們也被歸類為難加工材料。鈦合金的高強度和低導熱性導致了加工過程中相對較大的切削力和較高的切削溫度。渦輪葉片和骨植入物等鈦部件的一些輪廓非常復雜,這使得制造具有良好表面光潔度的零件非常耗時。此外,典型的鈦部件制造工藝包括大量的原工件材料加工,這會產生大量的材料浪費以及高能耗和高時間,從而使鈦部件生產成為一種昂貴且不可持續的工藝。
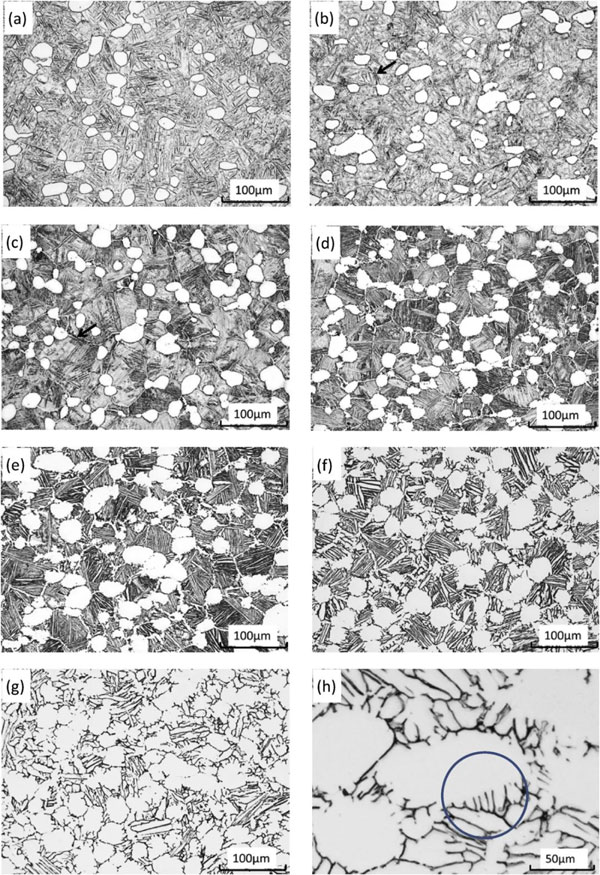
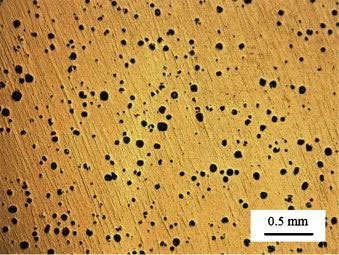
不同冷卻速率下的微觀結構(a)150°C/s;(b) 50°C/s;(c) 15°c/s;(d) 5°C/s;(e) 1.5°C/s;(f) 0.5°C/s;(g)(h)0.15°C/s。
毫無疑問,金相檢驗是研究鈦合金顯微組織演變的更準確有效的方法之一。上圖 a–g顯示了從150°C/s到0.15°C/s冷卻速度的一系列光學顯微照片。這些顯微照片顯示了顯微結構如何隨著冷卻速度的降低而變化。這些微觀結構之間的差異包括αp的大小、αs的寬度和邊界α層的厚度的變化,以及微觀結構是否具有菌落結構(屬于單一變體的平行α板簇)。
在過去二十年中,增材制造(AM)工藝已逐漸應用于具有復雜幾何輪廓的金屬零件的生產。在此過程中,通常根據零件的數字化設計,通過逐層熔化和再固結原材料來制造部件。與傳統的制造工藝(如鑄造、加工、鍛造和粉末冶金工藝)相比,AM可以生產近凈形狀的零件,而無需粗加工,從而避免了工件材料的浪費,并節省了冷卻液、刀具和加工夾具等加工資源的消耗。然而,AM工藝生產的大多數零件不能直接使用。這是因為增材制造(AMed)零件的表面完整性是不可預測的,具體而言,打印零件表面的粗糙度、硬度和殘余應力遠高于鍛造材料。因此,AMed零件的精加工是需要執行的關鍵后處理步驟之一,以獲得零件裝配的光滑表面光潔度。
對不同變形鈦合金的可加工性進行了大量的研究。大多數研究集中在切削力、刀具設計、冷卻液、刀具磨損和其他一些關鍵因素上。切削力是關鍵因素之一,由于鈦合金的高屈服強度,切削力更大。這會導致較高的切削溫度和刀具/芯片界面的嚴重磨損,從而限制了加工鈦合金的效率。刀具過度磨損會影響工件的表面完整性,包括加工后的粗糙度和殘余應力。因此,采用不同的冷卻和潤滑方法,如高壓冷卻液、低溫冷卻液和最小量潤滑(MQL),以降低切削力,減少刀具/切屑和刀具/工件磨損。為了提高鈦合金的加工效率,還可以采用激光輔助加工,從而軟化工件材料的表面,并顯著降低材料去除過程中的加工應力,同時,如果激光功率選擇不當,刀具磨損仍然不可避免,表面質量受到影響。
在LAM過程中,切削溫度隨著進給速度的增加而下降的原因可能是,與在低進給速度下生產的較小切屑相比,在高進給速度下生產的較厚切屑(存在更多的材料,其作用類似于散熱器)中的熱擴散更為有效。在這種情況下,由于在高進給速度下產生的芯片之間有效導熱而導致的溫度降低克服了由于材料去除率增加而導致的溫度升高。在低進給速度下,由于激光光斑尺寸(2 mm)至少是進給的10–15倍,因此未加工的材料在下一次切割操作中被重新加熱,從而建立在先前的熱含量基礎上,與下圖(b)所示的高進給時較薄的加熱區相比,顯示出圖(a)所示的較高切割溫度。
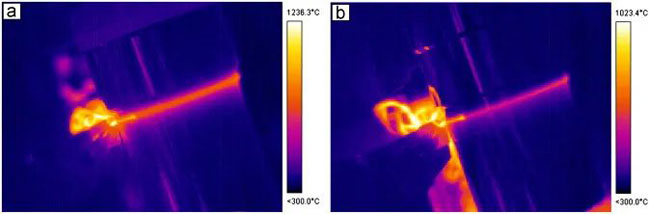
(a)進料0.054 mm/rev的紅外熱圖像顯示較厚的加熱區比(b)進料0.28 mm/rev的紅外熱圖像。
雖然已經對變形鈦合金的加工進行了大量的研究,但對AMed鈦合金的可加工性知之甚少。眾所周知,AMed鈦合金的機械性能不同于鍛造鈦合金;AMed Ti6Al4V的硬度、屈服強度和極限抗拉強度明顯高于鍛造Ti6Al4V。加工AMed鈦合金時,這些增強的機械性能可能會影響切削力、溫度和刀具磨損的發展。其次,由于大多數AM工藝中出現的快速熔化和凝固現象,AMed 鈦合金的微觀結構與鍛造鈦合金相比有顯著差異,這可能會在很大程度上影響加工后工件的表面完整性。第三,不同的AM工藝需要不同級別的加工操作。此外,在加工AMed 鈦合金時,使用等離子或激光輔助加工等預熱技術是非常不可取的,因為外部熱源可能對零件性能產生有害影響。因此,有必要研究AMed鈦合金的可加工性,以確保加工表面的質量。
目前,關于不同AM方法制備的鈦合金的機械性能和顯微組織性能有許多綜述文章。然而,關于AMed鈦零件可加工性的信息很少。了解不同AM方法的不同固有特性如何影響AMed鈦合金的可加工性是至關重要的。本文綜述了鈦合金AM工藝及其可加工性。在下一節中,介紹了主流AM技術的原理,包括電子束熔煉(EBM)、選擇性激光熔煉(SLM)、線弧增材制造(WAAM)、激光增材沉積(LAD)和冷噴涂增材制造(CSAM)。本節還介紹了AMed鈦合金的機械性能和表面特性。在隨后的章節中,將詳細介紹AMed鈦合金可加工性的最新知識。最后,通過技術討論和未來的研究途徑,總結了本綜述得出的主要結論。
2、鈦合金的增材制造
增材制造(AM)工藝基于CAD設計文件的使用,CAD設計文件可輕松轉換為可適應的打印文件,允許逐步、逐片和逐層控制將部件打印到凈或近凈形狀。這種可自由設計的按需制造組件的模式允許在不使用焊接、研磨、板條和銑削等多種制造機器的情況下生產組件。其他成本削減因素包括昂貴的熟練機械技師、各種切割和加工工具以及需要精確對準的資源密集型夾具。
一些常用的金屬增材制造(MAM)工藝包括粉末床熔接(PBF)、粉末喂料熔接(PFF)、線弧增材制造(WAAM)和冷噴涂增材制造(CSAM)。PBF工藝包括直接金屬激光燒結(DMLS)、選擇性激光熔化(SLM1)和電子束熔化(EBM)AM技術,而PFF工藝包括激光添加沉積(LAD2)和熱噴涂。此外,MAM流程可大致分為三個應用部門,即:近凈形狀制造、金屬修復和維持以及涂層,如圖1所示。近凈形狀制造可以定義為相對接近所需尺寸的部件的批量3D打印。金屬修復涉及更換或翻新在使用過程中出現磨損和性能退化的金屬部件區域,其中修復了幾毫米的磨損區域。涂層通常用于通過表面強化來增強零件的性能,其中厚度從微米到幾毫米的材料沉積在基材/零件表面上。由于工藝的不同,所有MAM工藝都會產生不同的零件特性。這將直接影響不同應用所需的后處理,特別是機加工。因此,不僅要了解MAM工藝,還要了解其應用領域,以制定適當的加工策略。
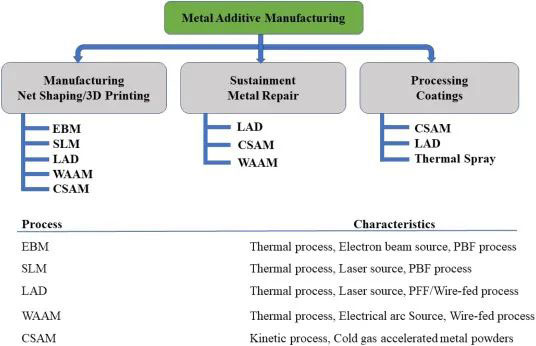
圖1 根據應用領域對MAM流程進行分類。
2.1、選擇性激光熔化(SLM)
這種AM技術使用逐層方法制造具有增強機械性能的致密3D組件。它被認為是最廣泛使用的MAM技術之一,提供高分辨率和高尺寸精度。
影響SLM打印零件特性的關鍵工藝參數是激光功率、掃描速度、圖案填充間距、層厚度、零件方向、掃描策略和制造后熱處理。如果不優化這些參數,可能會導致打印件中出現氣孔和其他有害缺陷。鈦合金的性能取決于一組正確的工藝參數。工藝參數的無意變化可導致微觀結構變化,直接影響部件的機械性能。對于商用純(CP)鈦,Attar等人報告了機械性能的巨大變化,這是由于未優化的工藝參數導致打印零件內部的微觀結構不均勻性和孔隙造成的。Wysocki等人報告稱,SLM打印鈦零件的UTS比鑄造零件高出三倍;然而,延性顯著降低。同樣,Attar等人也報告了摻氧SLM打印CP Ti的強度顯著提高。
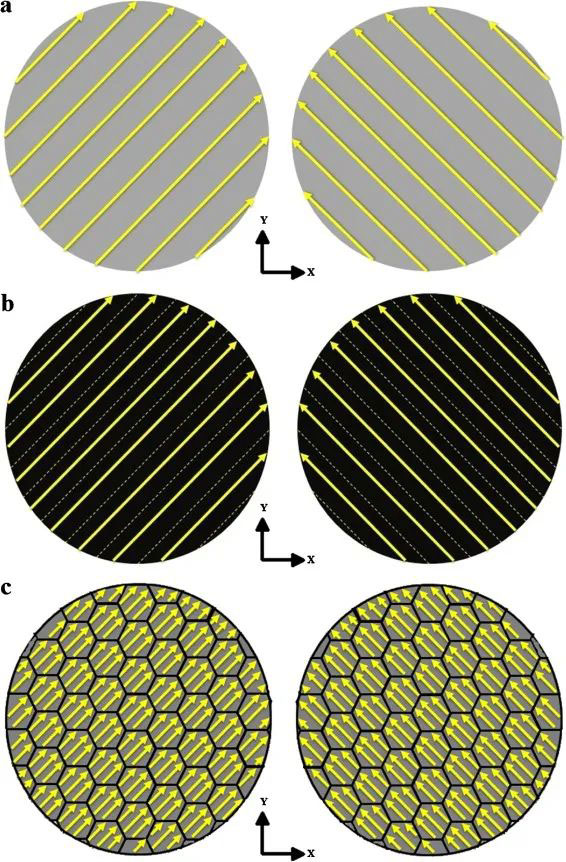
研究了三種掃描策略,即掃描“O”、掃描“X”和掃描“H”。對于掃描“O”,激光束分別以與Y軸成45°和-45°的角度掃描交替層。
SLM印刷零件的表面特性取決于工藝參數以及表面缺陷,如氣孔。這可歸因于快速凝固和偏析現象。這些表面特性極大地影響了成型后的可加工性。
2.2、電子束熔煉(EBM)
EBM工藝采用與SLM相似的技術,但使用電子束作為熱源。它還使用真空環境進行操作,只需很少的加工步驟即可生成復雜的形狀。與在惰性氣體環境中工作的SLM相比,真空環境防止了由于存在氣體分子而導致的電子束偏轉。
SLM Ti–6Al–4V樣品的橫截面(120 W和360 mm/s)。
由于預熱溫度較高,EBM生產的部件由超細層狀共晶組織組成。據報道,EBM Ti6Al4V部件的質量幾乎與鍛造和機加工后鑄造部件的質量相當。EBM組件確實需要對構建參數進行密切控制,以減少孔隙率和不良的微觀結構變化。未優化的工藝參數可能會導致鈦合金的機械性能發生變化。光束和掃描速度被認為是最關鍵的控制參數,直接影響微觀結構層面的缺陷,從而影響印刷零件的機械性能。對EBM組件的多孔基體Ti6Al4V結構的研究表明,密度的增加會提高強度和楊氏模量。
2.3、絲弧增材制造(WAAM)
WAAM以其快速的構建速度和快速的上市時間而聞名。WAAM系統安裝在帶有可編程機械臂的底板上,以生產具有近凈形狀的全功能部件。它已被廣泛用于生產具有可接受的機械性能和結構強度的原型和大型部件。
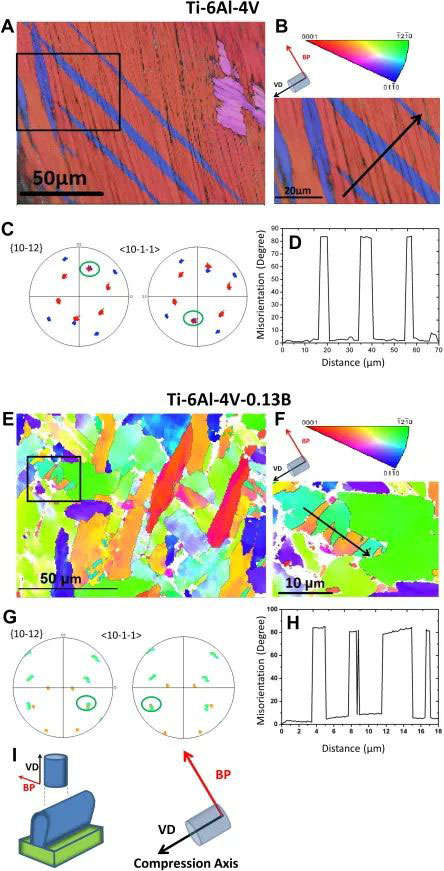
熱處理Ti–6Al–4V(A–D)和Ti–6Al–4V–0.13B(E–G)樣品的EBSD分析:(A)Ti–6Al–4V樣品的低倍反極圖(步長=0.7μm)。(B)(A)中突出顯示區域的高倍反極圖(步長=0.2μm)。(C) {10–12}和〈10-1-1〉極圖。(D)(B)中箭頭所示區域的線跡,顯示孿晶的錯向角。(E) Ti–6Al–4V–0.13B樣品的低倍反極圖(步長=0.5μm)。(F)(E)中突出顯示區域的高倍反極圖(步長=0.1μm)。(g) {10–12}和〈10-1-1〉極圖。(H)(F)中箭頭所示區域的線跡,顯示孿晶的錯向角度。(I) EBSD樣品相對于垂直構建方向(VD)和基板(BP)的方向。請注意,壓縮軸位于VD中。
逆極點圖(上圖A和B)揭示了α相的強(0 0 0 1)基底織構,這有助于在多個α相板條上進行大規模孿晶傳輸。
材料沉積速率通常達到50–130 g/min或4 kg/h左右。WAAM使用等離子弧將金屬絲熔化到熔池中,這也是該AM方法的一個挑戰,因為大熔池會導致表面張力效應,從而導致印刷零件中出現不良缺陷。WAAM的其他局限性包括難以沿幾何體制造半徑、尖角和曲率,這使得尺寸精度非常差。熱輸入如果控制不當,可能會在制造的部件上產生較大的應力。這種AM工藝之所以不受歡迎,是因為其精度高、印刷部件中的感應殘余應力明顯較高、表面光潔度差、沿沉積方向的變化以及沿軌間間隙形成的空洞。
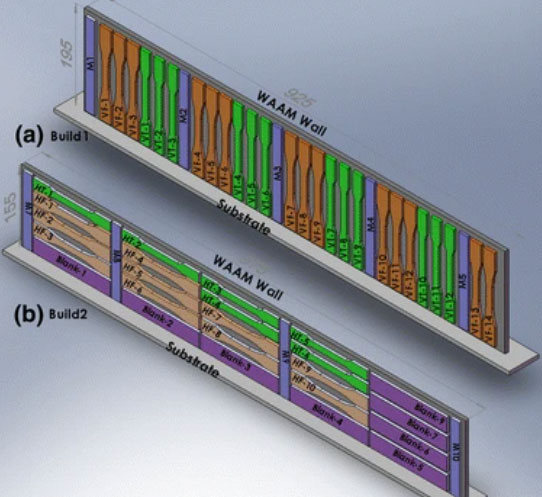
從(a)構建1和(b)構建2提取拉伸和疲勞試樣的示意圖。在標記試樣時,第一類表示方向:V表示試樣加工平行于構建方向,H表示垂直。第二類表示試驗類型:T表示拉伸,F表示疲勞。M表示用于微觀結構研究的試樣和空白試樣均為本研究中未使用的試樣
觀察到使用WAAM制備的鈦合金呈現出各向異性的微觀結構,通常由大的柱狀β晶粒呈現。WAAM Ti6Al4V拉伸試樣的延展性和強度與擠壓Ti6Al4V相比變化較小,Wang等人觀察到的延展性表明,隨著強度的增加,水平方向的延展性降低。存在缺陷時,WAAM部件的抗拉強度和疲勞壽命會下降。
據報道,與SLM相比,使用WAAM制造的零件的表面粗糙度要高得多。同樣,與SLM樣品相比,WAAM樣品顯示出較小的伸長率和拉伸強度,如圖2所示。因此,了解WAAM工藝參數對表面特性的影響至關重要,而表面特性將直接影響印刷部件的可加工性。
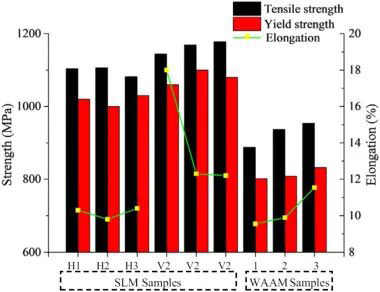
圖2 與WAAM和SLM樣品相比,拉伸強度、屈服強度和伸長率。
2.4、激光添加沉積(LAD)
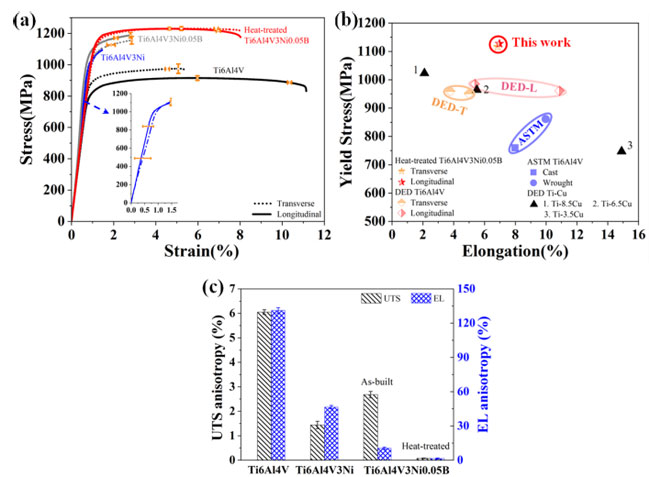
LAD工藝利用激光束輔助金屬粉末材料的熔合。該工藝類似于焊接,因此,將表面重修或沉積應用于現有零件的修復是非常有價值的。Dinda等人報告,LAD打印Ti6Al4V的拉伸強度和屈服強度(分別為1163 MPa和1105 MPa)合理高于Ti6Al4V植入物的ASTM標準,然而,延展性非常低。
2.5、冷噴涂增材制造(CSAM)
CSAM也稱為冷氣體動力噴涂,是一種固態過程,不涉及金屬粉末的熔化。該過程包括一個氣體預室,然后是收斂和發散加速噴嘴。通過載氣引入粉末,并將推進氣體引入前室。載氣保持在比推進氣體更高的壓力,從而在低溫下推動粉末以極高的速度撞擊目標基板。氮氣(N2)和氦氣(He)惰性氣體用于實現這些臨界超音速。
使用CSAM制造鈦組件的一些優點是沉積量明顯較大,并且與基板表面的附著力更好。CSAM工藝用于沉積溫度敏感和氧敏感材料,因為在加工過程中只需很少或不需要熱量。與其他MAM流程相比,CSAM對構建大小和幾何結構的限制較少。在CSAM工藝中,Ti6Al4V層和Ti6Al4V基板之間的粘結強度可以達到60 MPa,但與微觀結構更致密的Cu和Al相比,仍然被認為是多孔的。由于難以達到高抗拉強度,CSAM鈦合金的機械性能被認為較差。
沉積在Ti6Al4V基板上的CSAM Ti6Al4V在打印件自由表面附近顯示出較高的殘余應力。發現的應力主要是拉伸應力,但在界面區域附近也記錄了壓應力。與SLM和EBM工藝相比,CSAM零件的表面粗糙度更高,因此需要對成品部件進行更多的加工,如果引入進一步的激光熔煉,則發現硬度高于最初生產的部件,這將導致其機械性能的變化。