
在成形具有復雜內腔結構的鈦合金鑄件時,型芯的正確選取和使用至關重要。就目前鈦合金鑄造應用最為廣泛的三種型芯(石墨芯、金屬芯、陶瓷芯)進行了系統闡述,并對未來型芯的發(fā)展進行了展望,以期為我國高端鈦合金部件制造水平的提升提供有益借鑒。
鈦合金因其自身卓越的綜合性能,如低密度、高比強度、耐高溫和抗腐蝕等,已成為現代工業(yè)中不可或缺的先進結構材料。尤其近幾十年來,伴隨著宇航業(yè)和國防工業(yè)的迅猛發(fā)展,鈦合金的使用量和應用水平都有了質的提升。然而,隨著航空和航天技術的不斷革新與發(fā)展,關鍵構件的服役環(huán)境也變得日益嚴苛,這不僅直接導致鈦合金構件結構的復雜化,而且也對鈦合金的鑄造水平提出了更高要求。以某鈦合金發(fā)動機零部件為例(圖1),其整體尺寸約為Φ300 mm×150 mm,內部多孔多腔、結構復雜且型面質量要求極高。此時僅依靠型殼已無法滿足該鑄件的鑄造需求,必須借助型芯與型殼相互配合才能實現。由此可見,型芯的制備已成為鑄造具有復雜型腔鈦合金鑄件不可或缺的先決條件。從最初空心鋼管等簡單型芯,到現有的復雜流道、空心葉片等異性型芯的成功制備及應用,為鈦合金鑄造奠定了基礎。

圖1 某鈦合金發(fā)動機零部件
1.型芯的種類
目前鈦合金鑄造中常用的型芯種類包括:石墨芯、金屬芯和陶瓷芯。這三種型芯在成形質量、可加工難度和使用成本上都各有優(yōu)劣,實際生產中主要根據鑄件的成形難度、生產批量以及質量要求等因素來進行選取。
1.1 金屬芯
金屬芯常用的材料有鑄鐵、鑄鋼、鑄銅等,其主要特點為可以采用機加工結合焊接等成形方式,制備復雜程度高、壁厚小的型芯;金屬芯的熱導率要低于石墨芯,因此可以減緩型芯對金屬液的激冷作用。對于難以清理型芯的內腔結構,金屬芯可以通過化學腐蝕脫芯的方法進行處理。圖2為金屬芯與石墨型組合圖。可以看出,金屬芯可以達到石墨芯無法實現的尺寸和形狀,而且在搬運、澆注過程中不易損壞,并且在常規(guī)機械力破壞脫芯法無法深入的鑄件孔腔內部,可以通過化學腐蝕金屬芯來完成脫芯。但值得注意的是金屬芯在受熱后易發(fā)生膨脹,這不僅會對鑄件成形尺寸精度造成影響,而且金屬芯在化學腐蝕脫芯的過程中,也可能會由于長時間浸泡腐蝕液而對鑄件表面產生污染。因此在大尺寸型芯的選用上應盡量避免采用金屬芯,減少金屬芯的蓄熱量及酸洗時間。除此之外, 金屬芯本身強度硬度高,在鑄件凝固收縮時無退讓性,容易在鑄件表面產生微裂紋。

圖2 石墨型與金屬芯組型
大量實踐證明,在金屬型(芯)表面進行耐火涂層的涂敷,可有效降低金屬芯的激冷效果,改善金屬芯的熱膨脹帶來的影響。所使用涂層的耐火骨料主要為氧化釔、氧化鋯、氧化鈣等一種或多種氧化物的混合物。郭景杰[1]曾對不同含量氧化釔穩(wěn)定的氧化鋯涂層在金屬型(芯)上進行等離子噴涂,所有耐火涂層均與鈦液發(fā)生了不同程度的反應,其中4mol%氧化釔部分穩(wěn)定的氧化鋯成形質量最好。姜延亮在灰鑄鐵金屬型(芯)上分別涂敷氧化釔和氧化鋁涂層,結果發(fā)現氧化鋁涂層與鈦液發(fā)生了劇烈反應,而氧化釔涂層成形的試樣表面平整,無明顯反應層。董文博在氧化釔為耐火骨料的涂層中,對粘結劑的選擇以及涂料的配比、干燥方式等進行了優(yōu)化選擇,使得涂料的導熱系數更低,金屬芯對鈦液的激冷作用以及鈦液的熱損失明顯減小。涂層可以有效解決金屬芯的激冷作用,但卻無法改善型芯退讓性的問題。謝華生[4]曾研發(fā)出一種適用于鈦鋁合金的可溶金屬芯,該型芯采用低熔點金屬或其合金制備,金屬液充型時在型芯表面凝固,具有一定支撐強度時,低熔點型芯便發(fā)生軟化甚至液化流出,從根本上解決了金屬芯沒有退讓性的問題,通過與耐火涂層的結合,制備出結構完整、表面光潔的鑄件空腔。
目前在推進鈦合金快速鑄造的趨勢下,結合實際生產需要,在型芯的選擇上,除必須采用金屬芯以外,如薄壁型芯的制備、無法使用機械力破壞脫芯的復雜結構等,大多數仍采用石墨芯或者陶瓷芯。
1.2 石墨芯
石墨作為最早應用于鈦合金的造型材料,在鈦合金鑄造上的應用有搗實型石墨鑄造、機加工石墨型鑄造兩種主要造型方法。隨著鑄造工藝水平的不斷進步,搗實型石墨鑄造已經逐漸被淘汰,但機加工石墨型卻在不斷改進和提高,得到了更加廣泛的應用,特別是在大型鈦合金鑄件的制備上具有重要地位。
石墨本身強度較高、硬度低、易于加工,不僅在石墨芯的制備上難度低,而且在大型鑄件的空腔結構成形用型芯的脫芯上,具有顯著的優(yōu)勢。圖3為某鈦合金泵體石墨型與石墨芯組型圖,可以看出在數控機床加工下,對于簡單曲面型內腔,石墨芯完全可以滿足使用需求,特別是對于超大型鑄件大型芯的選用,石墨芯在脫芯工序中,相較于高溫焙燒后形成的陶瓷芯以及需要化學腐蝕或者機加工清除的金屬芯,石墨芯的機械力破壞脫除要方便得多,并且鈦合金鑄造用石墨大多為廢電極石墨,在生產成本上也具有優(yōu)勢。
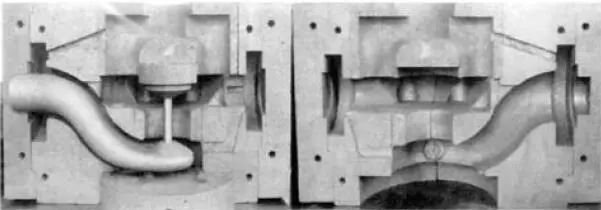
圖3 某鈦合金泵體石墨型與石墨芯組型圖
但是,石墨本身的導熱性好,而鈦液的比熱小、易凝固,極易在鑄件表面產生冷隔、流痕、裂紋等缺陷,在石墨型鑄造生產的鑄件外表面上,這些缺陷都可以通過后續(xù)的補焊、打磨等工序來進行修補,但在復雜內腔進行這一系列操作的難度系數大,容易為鑄件質量埋下隱患。為了解決石墨本身這一特性帶來的問題,眾多學者對如何提高石墨型(芯)的表面成形質量進行了研究。最常用的手段為在石墨型(芯)表面上涂敷氧化物耐火涂層,通過涂層來改善石墨本身的激冷效果,降低石墨型(芯)的冷卻速率,使石墨型(芯)表面平整,提高鑄件表面的光潔度和消除毛刺等缺陷。最常用的耐火涂層骨料包括氧化釔、氧化鋯等金屬氧化物。趙軍[8]等研究了四種不同氧化物(氧化釔、氧化鋯、氧化鋁、鋯酸鈣)耐火涂料對石墨型鑄件表面質量的影響,發(fā)現氧化釔與氧化鋯的成形質量最為優(yōu)異,未與鑄件表面發(fā)生明顯反應。最近的相關研究進一步揭示,耐火骨料的粉液比對涂層作用效果也存在一定影響,當氧化鋯為耐火骨料,粉液比為2.5∶1時最為適宜[9]。殷瑩等人對涂層在石墨型(芯)表面涂敷的時間進行了探討,發(fā)現不經過高溫焙燒,在石墨真空除氣之后進行涂敷的涂層,與石墨型(芯)的結合強度低,容易粘附在金屬表面。僅使用保溫爐對涂層進行烘干,也無法使涂層內的有機物完全揮發(fā),易在澆注過程中出現氣孔、夾雜等缺陷。因此涂層應在石墨型(芯)真空除氣前進行涂敷,這樣不僅可以增強與石墨型(芯)表面的粘接強度,同時避免了起皮、脫落等現象的發(fā)生。
型(芯)表面涂敷稀土屬氧化物耐火涂層外,為了降低使用成本,在保證質量的前提下,出現了氧化物混合涂層材料等新工藝。聶廣衛(wèi)[11]將二氧化鋯、二氧化鈦以及氫化鈦三種耐火骨料按一定比例進行配比,與粘結劑乙酸鋯、分散劑、消泡劑等組分一起,混合制成了一種鈦合金鑄造用石墨型(芯)涂膏。該涂膏中不含貴金屬氧化物,成本低,可以顯著降低鑄件表面粗糙度和污染層厚度,使成形表面更加平整。
胡博等人提出了一種石墨表面孔洞修復方法,通過石墨粉、粘結劑二醋酸鋯、潤濕劑和工業(yè)純酒精混合,制備出石墨孔洞填充劑,在石墨真空除氣前涂敷表面,再用砂紙將涂刷痕跡打磨平滑。該工藝對石墨型芯表面的坑洞及加工痕跡進行了修復,完全消除了鑄件表面的毛刺,流痕數量也明顯減少,表面質量得到改善,減少了后續(xù)的打磨程度。
1.3 陶瓷芯
陶瓷芯的表面成形質量在三種型芯中最高,根據陶瓷芯成形方法的不同可分為熱壓注成形、凝膠注模成形及3D打印陶瓷技術等,目前熱壓注成形技術應用最為廣泛,后文將對新興的3D打印陶瓷芯進行闡述。傳統的熱壓鑄成形等方法制備陶瓷芯,離不開模具的制備,因此也限制了陶瓷芯的復雜程度。模具的制作成本較高,但是在批量生產中卻能夠顯著提高效率、壓縮成本。圖4為某發(fā)動機鑄件用陶瓷芯與石墨鑄型組型,該實心結構的陶瓷芯在脫芯工藝上仍采用機械力破壞脫芯手段,但由于陶瓷高溫燒結后強度硬度得到顯著提升,清理難度要略高于石墨芯。但在鑄件結構允許的情況下,例如骨架類鑄件,可以采用中空薄壁狀陶瓷芯,這樣不僅可以節(jié)省原材料,還有利于后續(xù)鑄件脫芯。

圖4 某發(fā)動機鑄件用陶瓷芯
陶瓷芯的表面成形質量要優(yōu)于其他兩種型芯,其耐火骨料仍主要以難溶金屬氧化物為主。傳統的高溫合金空心葉片用陶瓷芯主要有氧化硅基和氧化鋁基陶瓷芯兩種,但是這兩種材料對于熔融鈦液不具備高溫反應惰性,容易在鑄件表面形成極厚的反應層,影響鑄件質量。因此人們開始借鑒于熔模鑄造型殼用氧化物耐火材料,包括氧化釷、氧化釔、氧化鋯、氧化鈣等一種或幾種氧化物的混合物。其中氧化釷是最早被應用于陶瓷型(芯)中的耐火氧化物,但是由于其具有放射性,已經被淘汰。氧化釔作為陶瓷型殼面層耐火材料和型芯耐火骨料具有十分顯著的優(yōu)勢,其耐熱溫度高,具有十分優(yōu)異的化學反應惰性,使鈦合金鑄件的成形表面質量高[16]。但是由于稀土氧化物價格昂貴,許多科研工作者一直在尋找可以替代或者降低氧化釔含量的混合型氧化物耐火骨料。作為稀土氧化釔陶瓷芯的替代物,氧化鋯陶瓷型芯成為首選。通過熱擠壓成形的氧化鋯陶瓷芯,在1 700 ℃時沒有與TC4合金發(fā)生明顯的界面反應,并且具有十分優(yōu)異的強度及較低的熱膨脹率。氧化鋯近年來價格也在逐步攀升,為了進一步降低氧化鋯在型芯骨料中的含量,于瑞龍[18]等制備了氧化鎂摻雜氧化鋯鈦合金用陶瓷型芯,加入氧化鎂的含量可達25%,并通過一系列礦化劑的定量加入,改善了陶瓷芯的綜合性能。該工藝制備的陶瓷芯與鑄件的反應層厚度在50 μm以內,且高溫抗彎強度為9.67 MPa,膨脹率僅為0.52%。
在陶瓷芯中加入氧化鎂不僅能夠降低型芯的成本,而且由于氧化鎂與水可直接發(fā)生反應,生成氫氧化鎂,這極大程度地降低了復雜內腔陶瓷芯的清理難度。除氧化鎂之外,氧化鈣與熔融鈦液之間的高溫反應惰性要高于氧化鎂,并且價格更為低廉。韓紹娟等將質量分數在4%~20%之間的氧化鈣,與氧化鋯、氧化釔混合制備而成的鈦合金精密鑄造用陶瓷芯,耐火度和抗熱沖擊性能優(yōu)異,不會與鈦合金溶液發(fā)生明顯的化學反應,具有優(yōu)異的脫芯能力,并且常規(guī)存儲時對水分、氣體的吸附能力較低,不易受潮潰散。北京航空航天大學[21]研發(fā)的氧化鈣基陶瓷芯,最高使用溫度可達1 850 ℃,其中氧化鈣的含量在74.9%以上,其余為少量的氧化釷、氧化釔與氧化鋯。值得注意的是,雖然氧化鈣的成本低廉,其高的質量占比可以降低陶瓷芯的成本,但也會使得型芯對水氣的敏感性提高,不利于型芯的運輸和長時間存放,并且在陶瓷型殼與陶瓷芯配合使用時,難以避免會與水基涂料接觸,這也是氧化鈣陶瓷芯使用時需要注意的。另外,氧化鈣的致密化處理也十分重要,否則質地疏松的氧化鈣陶瓷表面會出現掉渣、掉粉現象。
除了難溶金屬氧化物作為陶瓷芯耐火骨料外,科研工作者們也在積極尋找其他種類的耐火材料。有“白石墨”之稱的氮化硼不僅高溫下化學惰性高,還具有十分優(yōu)異的耐熱性和熱強性,其熱膨脹系數低,常溫下的抗彎強度可達到70 MPa左右,并且具有可切削加工性,可以通過加工得到復雜形狀。有研究表明氮化硼粉可代替金屬氧化物作為鈦合金精密鑄造陶瓷型殼的面層材料,型殼與鑄件表面反應程度低,生成的污染層厚度小。但是由于氮化硼陶瓷的常溫硬度高,在制作陶瓷芯時,復雜內腔結構不易脫芯,于是為了改善型芯的脫芯性能,可適當地在耐火骨料中添加少量的氧化鈣或者氧化鎂,基于水溶芯原理進行脫芯。南海等人研發(fā)的一種氧化硅基鈦合金鑄造用陶瓷型芯,通過在氧化硅陶瓷型芯表面涂敷氧化鋯或者氧化釔涂層,來隔絕鈦液與型芯基體之間的反應;該型芯的制備成本低,脫芯率高,但鑄件表面污染層最大厚度達到0.4 mm,與其他種類的型芯仍有較大差距。
2.3D打印型芯的制備
3D打印技術近幾年來發(fā)展迅速,可成形的材料多種多樣,包括石蠟、塑料、金屬、陶瓷等。在鑄造行業(yè)上,3D打印技術的應用主要包括在成形鑄件表面進行增材制造、通過3D打印技術制備鑄型或型芯、直接成形鑄件模樣(應用于砂型、消失模或熔模精密鑄造)等幾種主要類型。
2.1 3D 打印陶瓷芯
3D打印陶瓷制品,按原材料初始狀態(tài)分類可有片材、絲材、漿材及粉材四種。適用于3D打印的陶瓷材料目前主要有氧化物陶瓷(氧化硅、氧化鋁)、磷酸三鈣陶瓷、有機前驅體基陶瓷材料以及碳化硅、氮化硅、碳硅化鈦陶瓷。其中3D打印氧化鋁及氧化硅基陶瓷在高溫合金空心葉片用陶瓷芯的制備上,具有十分成熟的應用,相較于其他種類的陶瓷材料,這兩種陶瓷芯只需考慮如何降低基體與鈦合金界面反應程度即可,用于鈦合金鑄造用型芯的可行性較高。有學者[8]曾在石墨鑄型表面涂敷氧化鋁涂層,結果鑄件表面與氧化鋁涂層發(fā)生了劇烈反應,表面顯微硬度變化層厚度在700 μm以上,因此3D打印氧化硅基和氧化鋁基陶瓷進行高惰性耐火涂層的保護,這對于提高鑄件表面質量是十分必要的。
為了獲得高質量的鑄件表面,仍需要采用耐火度較高的氧化物材料進行陶瓷3D打印。目前以氧化釔為主要基體材料的陶瓷3D打印工藝尚未有具體報道,而氧化鋯陶瓷直接成形研究相對較多,但氧化鋯陶瓷的3D打印工藝也面臨著許多難題,主要包括打印工藝的選擇、原材料的制備以及打印設備三個方面。德國的HAGEDORN曾使用SLS技術對氧化鋁-氧化鋯陶瓷修復體進行打印成形,結果成形件表面粗糙,內部存在許多裂紋,而且精度低,難以成形大尺寸復雜件。史玉升通過SLS技術與CIP(冷等靜壓)相結合,制備出高致密度氧化鋯陶瓷件,解決了SLS成形件密度低的問題,但是陶瓷件尺寸收縮大,無法保證所制備陶瓷芯的尺寸精度。噴墨成形打印技術由于設備本身的局限性,無法成形在Z軸方向具有不同高度的陶瓷件,這一點極大地限制了陶瓷件的尺寸。此外,陶瓷墨水的制備也存在兩個問題,一是墨水中固相含量與粘度、分散性之間的相互矛盾,二是陶瓷墨水與打印設備的適配性。除上述成形工藝外,光固化成形、漿料直接成形等許多技術都在氧化鋯陶瓷3D打印領域有成功的應用,但受成形尺寸的影響,主要集中在陶瓷飾品、口腔醫(yī)學等領域,暫無在鈦合金鑄造領域上的大規(guī)模應用。
3D打印鈦合金鑄造用陶瓷芯,最為主要的目的在于提高型芯制備的復雜程度,基于3D打印技術直接成形原理,可成形的型芯復雜度要遠高于機械加工的石墨芯、金屬芯以及模具成形的常規(guī)陶瓷芯。對于復雜內腔型芯的脫芯,化學腐蝕法要比機械力破壞脫芯方法更加適用。氧化硅基陶瓷芯的脫除要簡單得多,其通常采用脫芯釜設備,在一定壓力和溫度下,將型芯在脫芯介質(沸騰的氫氧化鉀或氫氧化鈉堿溶液)中浸泡,促使二氧化硅與堿溶液發(fā)生反應,生成可溶于水的硅酸鹽,從而完成脫芯。相比之下,氧化鋁基陶瓷中主要成分為剛玉,耐蝕性更高,脫芯難度也隨之加大。提高氧化鋁陶瓷芯的脫芯能力主要有兩種途徑,一是提高型芯的孔隙率,但這勢必會影響到型芯的強度;二是優(yōu)化脫芯的工藝方法和設備。西方國家在氧化鋁陶瓷脫芯工藝上的研究要早于我國,具有明顯的技術領先優(yōu)勢,并且大部分仍處于保密狀態(tài),目前已知的主要方法為通過高壓將高溫苛性堿溶液引流或者噴射在型芯上,或者以高壓脈沖的方式沖擊型芯進行腐蝕脫芯。沈陽鑄造研究所曾相繼提出了濃度70%的氫氧化鉀脫芯液、壓力3.8 MPa和溫度380 ℃的高溫高壓沸騰堿溶液脫芯工藝及濃度70%氫氧化鉀脫芯液、壓力25 MPa和脫芯溫度390 ℃的三次循環(huán)脫芯工藝,并針對燃氣機渦輪葉片用復雜氧化鋁陶瓷芯研發(fā)了一套高溫高壓脫芯裝置,對其他種類的氧化鋁陶瓷芯的脫芯工藝也具有普遍適用性[40]。朱偉軍等人研發(fā)了一種通過氣流攪拌來加快氧化鋁陶瓷芯脫芯的設備,解決了在沸騰堿溶液脫芯過程中流道深處的堿液流動受阻和脫芯速率緩慢的問題,提高了脫芯效率。
2.2 3D 打印砂芯
鈦合金砂型鑄造從最開始的搗實型石墨鑄造,到如今以水玻璃砂、鋯英砂、鎂橄欖石砂、鋁礬土等鑄型材料,結合硅溶膠、鋯溶膠等粘結劑,鈦合金快速砂型鑄造也在不斷發(fā)展。圖5為水玻璃砂鑄型配合表面涂敷不同目數氧化鋯與硅溶膠、酒精及PVB配制而成的涂料,澆注而成的鑄件表面形貌[42]。可以看出鑄件表面存在大量細小的孔洞結構,界面反應污染層厚度在130 μm以上,與石墨型鑄件表面成形質量相比,仍存在較大差距。肖強偉[43]曾以鋁礬土配合硅溶膠的砂型鑄造工藝,砂型與砂芯相結合,表面涂覆氧化釔耐火涂層,生產出某大型鈦合金泵體,但鑄件內部存在局部縮松,并且在尺寸上有超差情況。與普通石英砂相比,鎂橄欖石等優(yōu)質鑄型材料成本略高,因此也有學者進行了梯度砂型的研究制備,即內層使用高質量耐火材料,而外層使用常規(guī)耐火砂,來降低砂型鑄造的成本。
圖5 水玻璃砂鑄型成型的鈦合金鑄件表面
3D打印砂型(芯)工藝目前發(fā)展十分成熟,以3DP工藝為例,采用石英砂與有機粘結劑的逐層打印,快速成形,目前廣泛應用于鑄鋼件的生產。但是該工藝在鈦合金領域的應用主要受制于所使用的有機粘結劑發(fā)氣量大,無法直接進行澆注;砂型(芯)高溫性能差,無法滿足涂敷耐火涂層焙燒后仍需要保證一定的強度。在解決發(fā)氣量的問題上,國內外的學者已經開始對無機粘結劑的砂芯3D打印工藝展開了研究,包括磷酸鹽無機粘結劑、硅酸鈉無機粘結劑與雙組分熱硬化無機粉末粘結劑等多項研究[44-46]。這在很大程度上解決了發(fā)氣量的問題,但是當砂型(芯)的烘烤溫度達到800 ℃以上時,整體的殘留強度低于0.5 MPa,無法進行耐火涂層的涂敷和焙燒,不能滿足鈦合金真空離心鑄造所需強度。若能夠直接采用硅溶膠、水玻璃等高溫性能較好的無機粘結劑,并解決打印設備對該種類粘結劑的適用性問題,將會極大地降低鈦合金型芯的制備成本及生產周期。
3 展望
在現代高端裝備輕合金鑄造領域,為了能夠保證鑄件運行的平穩(wěn)性和安全性,大都采用整體結構件,因此型芯的使用毋庸置疑,并且由于鑄件內表面修補的可操作性低,所以對于型芯成形的表面質量提出了更加嚴苛的要求。現有的鈦合金用型芯基本滿足當下生產需要,但各類型芯的優(yōu)缺點也十分明顯,我們需要基于型芯的復雜化、高惰性、高精度、易脫除和低成本的目標,在現有的工藝基礎上繼續(xù)探索,或者開辟新的領域,如進一步探索氧化釔、氧化鋯陶瓷3D打印工藝的研究,以及復雜陶瓷芯的脫芯工藝;開發(fā)3D打印砂芯在鈦合金鑄造中的應用等,以滿足我們日益提高的鈦合金鑄造技術水平的需要。
作者:李重陽,劉鴻羽,薛松海,劉時兵,史昆,張志勇,韓冬
單位:沈陽鑄造研究所有限公司 高端裝備輕合金鑄造技術國家重點實驗室
來源:《鑄造》雜志202109期
編輯:劉東輝
審核:曲學良
