
一、焊接工作的重要性
壓力容器具有爆炸危險,一旦發生爆炸,將是災難性的。事實證明壓力容器的漏泄和爆炸大多源于焊接接頭的斷裂。因此,焊接質量是確保壓力容器安全可靠的關鍵。國家對壓力容器焊接有嚴格要求,制造單位在焊接前必須確保焊接工藝評定和焊工持證上崗。在壓力容器制造的諸多工序(如下料、機加、成形、焊接、檢測等)中,唯獨焊接不能外委,要求采用本廠的焊接工藝和由本廠的焊工焊接。這些都說明了焊接對壓力容器的重要性。在實際生產中鎢極氬弧焊是焊接鈦鎳制壓力容器的主要方法,鎢極氬弧焊工的焊接質量意識和操作技能是保障鈦鎳制壓力容器質量的關鍵。
二、樹立焊接質量意識
做為鎢極氬弧焊工需要樹立四種焊接質量意識:干凈意識;保護意識;焊透意識;飽滿和美觀意識。
2.1焊前處理
清潔程度對鈦鎳材的焊接質量有很大影響,雜質如水分、油脂、銹蝕、氧化膜等熔入焊縫金屬中將會出現氣孔、夾雜、裂紋等缺陷。應特別注意表面不可殘留含硫和含鉛的物質。鎢極氬弧焊鈦時更容易出現氣孔,因其焊絲中不像鎳材焊絲含有Mn、Ti、Al等脫氧劑。
2.1.1鎳材焊接前在坡口及其兩側20mm寬度的表面可用不銹鋼絲刷或金屬銑頭清除氧化膜,用丙酮或酒精去除油脂、灰塵與其它污染物。鎳材坡口表面熱切割產生的氧化層需打磨去除干凈,見金屬光澤。鎳的氧化膜熔點比母材金屬高很多(如鎳的氧化膜熔點2090℃,純鎳的熔點1450℃,相差約640℃),在焊接過程中氧化膜不被熔化掉將導致焊縫金屬夾渣。因此,這種氧化膜在焊接之前必須清除掉。
2.1.2鈦及鈦合金焊絲、坡口表面及其兩側20mm范圍應進行表面清潔。可根據表面污染程度選用脫脂或機械清理。清理干凈的焊絲和焊件,不應再直接用手觸摸。氣割、等離子切割等火焰方法加工的坡口,應從變色部分機械加工掉2~3mm。加工后的坡口表面應平整、光滑、不得有裂紋、分層、夾雜、毛刺、飛邊和氧化色。坡口表面應呈銀白色金屬光澤。特別應注意的是噴砂面鈦板的坡口兩側10mm范圍內必須去除氧化膜,見金屬光澤后再焊接。否則,將會出現焊縫邊緣氣孔。
2.1.3換熱器未穿管前,換熱管整根管子清除表面附著物;管端清除表面氧化膜、油污、水漬和毛刺;清潔長度不小于管外徑,且不小于25mm。管板和折流板整體去除油污和毛刺。換熱管伸出管板過長時,應用機械方法削平,不能用砂輪打磨。
2.1.4鈦-鋼復合板起邊后的坡口(圖1所示)邊緣10mm范圍內的殘余鈦打磨去除干凈。這種殘余鈦熔入鋼焊縫將會形成微裂紋。
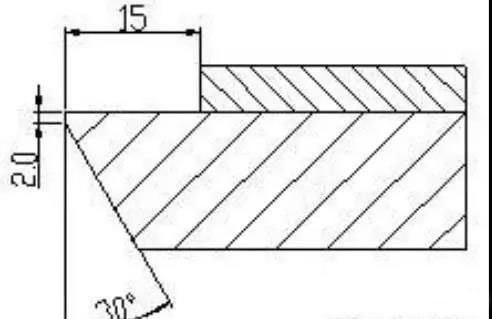
圖1 鈦鋼復合板臺階式坡口加工簡圖
2.1.5鎳鋼復合板臺階式坡口(圖2所示)邊緣的殘留高合金必須打磨去除干凈。這種高合金熔入鋼焊縫將會產生脆硬相或出現裂紋。
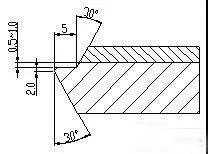
圖2 鎳鋼復合板臺階式坡口加工簡圖
2.1.6復合板(包括鈦-鋼和鎳-鋼)復層焊接前整個筒體內部清理干凈,無灰塵鐵削等臟物。復層坡口兩側各25mm內的表面和鈦蓋板表面焊前拋光處理和丙酮擦洗。
2.1.7焊絲用丙酮擦洗干凈后再使用。
焊前處理就是講究干凈:廠房干凈;焊件干凈;焊絲干凈;人干凈。專業鈦鎳材容器制造廠應有潔凈廠房,操作人員應穿干凈的工作服和潔凈的皮質手套。
2.2氬氣保護
母材和焊材表面必須清潔,防止污染物質熔入焊縫;高溫熔池和高溫焊道必須得到惰性氣體的有效保護,防止焊縫金屬的氧化,這兩點是獲得優質焊接接頭的重要條件。因此,氬氣保護是焊接鈦鎳材的最基本要求。氧化將會削弱焊接接頭的力學性能和耐蝕性能。
焊接鈦鎳材要有保護意識并掌握保護技術。金屬的活性越高對保護的要求越嚴格,鈦材要求使用99.99%的純氬,鋯材要求使用99.999%的高純氬,鉭材應在密閉的充氬的氣室中焊接。
根據焊接接頭的實際形狀制作適宜的保護工裝(通常叫保護盒),是鎢極氬弧焊工應具備的技能,也是焊接鈦鎳材的一項重要準備工作。因此,焊工有兩重任務,一是焊好,二是保護好。焊接和保護二者相輔相成,焊好保護不好沒用,保護好焊不好也沒用。沒有合適的保護措施禁止焊接。
保護有拖罩保護和充氬保護兩種方式,能用拖罩保護不用充氬保護。充氬的空間往往較大,不僅保護效果不好而且費氣。
2.2.1只要采用鎢極氬弧焊,就必須對高溫(鈦材為400℃以上)熔池或焊道進行氬氣保護,即使是普通碳鋼。碳鋼、不銹鋼第一層焊接用氬弧打底時,背面也應用氬氣保護。碳鋼保護好也是銀白色的。不保護的接頭射線檢測是沒有問題的,但性能(尤其是背彎)就不一定合格了。
2.2.2用鎢極氬弧焊組對工件點焊定位時,背面能用拖罩保護時用拖罩保護。對于小直徑對接口可以充氬保護。
2.2.3換熱器換熱管與管板焊接時有兩種形式,一種是管頭熔倒(破頭焊),一種是管頭不熔倒(留頭焊)。破頭焊加銅堵(圖3所示),防止和減少焊接時焊把噴嘴氬氣流失。留頭焊在管內加保護工裝(圖4所示),通氬氣保護。
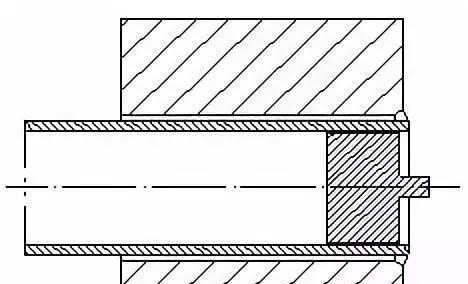
圖3 破頭焊銅堵保護
圖4 留頭焊工裝保護管內壁
留頭焊的管伸出長度應達到4mm或以上,以便焊接時管頭不被咬豁。若需要焊后可將管頭用機械的方法削至符合圖樣要求的長度。留頭焊除了保證根部熔合外,應特別注意管內壁不氧化、不熔化。
2.2.4在氧化的焊道上焊一層保護完好的焊道是極其錯誤的,尤其對于先拼板后成形的鈦封頭或筒體縱縫。
2.2.5鈦材焊后表面應呈銀白或淡黃色,不應出現藍色。靠用第二遍焊接或用焊把一燎去除藍色的作法是錯誤的。正確的做法是刷掉或磨掉氧化的熔敷金屬。
2.2.6鈦鋼復合板設備,檢漏孔起三個作用:焊接鈦蓋板時由檢漏孔通入氬氣保護背面;焊后打氣密檢漏;運行中的泄漏信號孔。
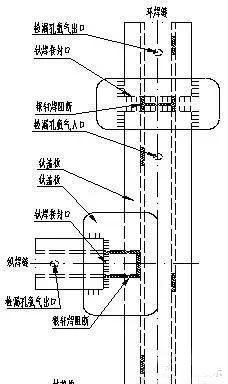
圖5 鈦鋼復合板筒體焊接示意圖
鈦鋼復合板筒體焊接時應按圖5所示設計檢漏孔(焊檢漏嘴)和氣路阻斷(銀釬焊),即縱縫上2個檢漏孔,環縫上2個檢漏孔(如圖6所示);氣路阻斷后縱焊縫和環焊縫不聯通。第一層焊接時,在待焊的鈦蓋板正面兩側貼紙,邊焊邊揭(如圖7所示)。一側揭紙的長度不超過250mm,一次焊接的長度不超過200mm,兩側交替進行。第二層焊接時,由檢漏孔繼續通氬氣保護。由檢漏孔通氬氣時,一部分氬氣流向焊接區域,另一部分氬氣從另一個檢漏孔流出。

圖6 鈦鋼復合板筒體縱環焊道上設置的檢漏嘴

圖7 鈦鋼復合板接管處鈦蓋板貼紙焊接
2.2.7由于鈦制容器薄板居多,當在筒體或封頭上焊接附件時,對應的另一側不應氧化。
在實際手工焊接操作中,一名焊工焊接需要一名或二名保護工保護。保護工需注意力集中,要緊跟焊把的移動而移動保護拖罩,這叫跟盒保護(如圖8、圖9所示)。正面跟盒的保護工不能跟的太緊而碰撞焊把影響焊工操作,或跟的太慢保護效果變差。背面跟盒的保護工要根據焊接熔池亮點的移動而時時移動保護拖罩。因此,一條優質焊縫的獲得是焊工和保護工相互配合的結果,保護工是有功勞的。

圖8 縱焊縫上下推盒保護

圖9 環焊縫外跟盒內充氬保護
由于焊件結構的多樣復雜性做好保護工作是不容易的,應得到足夠的重視。在焊接前做好保護工裝,并得到驗證。應著重解決好鎳材膨脹節、鈦材封頭、彎頭、三通、鈦鋼復合板的焊接保護。
2.3焊透
未焊透等于削弱承壓厚度,跟裂紋一樣是不允許存在的焊接缺陷,涉及到壓力容器的安全。
壓力容器的A、B類對接接頭因需經過射線檢測,絕大多數的情況下是能焊透的。未焊透經常出現在接管與筒體的D類角接接頭上,尤其是帶補強圈的情況。由于這種焊接接頭往往沒有射線或超聲波檢測要求,長期以來操作人員沒有養成焊透意識。若不做出特別提示,接管焊不透的情況較多。
焊透需要坡口加工到位,既方便焊透又不能有很大的組對間隙。有條件的可以機加工坡口,沒條件的可以用等離子或火焰切割,但要留有修磨余量。
檢測手段跟上是培養焊工焊透意識的重要手段。
2.4焊縫飽滿和美觀
所謂焊縫飽滿就是對接接頭的焊縫填充金屬不低于母材表面,角接頭的焊腳高度達到圖樣要求。焊縫是否飽滿與焊接層數有關,不飽滿是焊接層數不夠。焊縫飽滿和焊腳高度是最容易解決的問題,只是常常被忽視。焊縫成形一致,焊波均勻即是美觀。
在保證焊縫內在質量合格的情況下,追求焊縫的外在美觀,這是焊接操作的最高境界。內外都華麗是焊接質量的終極目標。焊縫外觀檢驗合格不一定能達到美觀的程度。評定美觀的標準是什么?在這里只有一條就是看著“舒服”,如同欣賞一件工藝品。
不要把焊縫返修當成焊縫不美觀的理由,必須明確焊接返修是對焊縫表面質量最嚴重的破壞,應力圖避免焊接返修。
因此,應樹立“焊就焊好,還求更好,一次焊好”的焊接理念。
“焊就焊好”是保證焊接接頭的綜合性能合格,這是最基本的要求;
“還求更好”是焊道美觀;
“一次焊好”是不返修,不破壞焊縫外觀質量,不浪費時間和材料。
三、深刻理解焊接質量內涵
焊接質量應是保證焊接接頭的力學性能或耐蝕性能,不僅是無損檢測合格,要像焊工考試的試件一樣經得起“探傷”和“性能”雙重檢驗。不能把無損檢測合格做為唯一的合格指標,否則,就是膚淺的認識。無損檢測合格離質量合格還差著遠呢,它是質量合格的必要條件不是充分條件。質量合格的指標很多,對不同的材料或使用環境有不同的要求。
焊接合格至少應包括以下5項:
1)無損檢測合格;
2)力學性能合格;
3)顏色合格(鈦材焊道層間和最終表面);
4)腐蝕試驗合格(不銹鋼或耐蝕合金);
5)金相組織合格(雙相不銹鋼)。
四、增強責任心
按圖紙按標準按工藝干活就叫有責任心。產品質量是干出來的,不是畫出來編出來的。因此,國內外都非常重視焊接實際操作,焊工持證上崗是強制的。
焊接工藝編的再好,也需要通過焊工的操作才能在產品上體現。焊接質量在每一位焊工的手上(操作技能)和心上(責任心)。不只是用手去焊,更應該用心去焊。操作技能不好可以逐步提高,并不可怕,可怕的是沒有責任心,不按工藝干活。按焊接工藝制定的焊接方法、焊接材料、焊接參數施焊是焊工的底線。自覺的原原本本一絲不茍執行工藝,是焊工的職業道德。誠信是做人立業之本,做假等于害自己。不按工藝干活就是在做假,就是在做炸彈。質量不好輕者損害企業利益,重者禍國殃民,最終害了自己、害了企業、害了社會。
應正確理解“20%檢測”,焊工要為整條焊縫的質量負責。法規明確規定,進行局部無損檢測的壓力容器,制造單位也應當對未檢測部分的質量負責。“20%檢測”不應只注意所謂的“丁字口”,更不是說20%應焊好,剩下的80%就可以對付了,而是100%都應該焊好,100%都歸焊工負責。應該說檢測比例跟焊工沒有什么關系,焊工不應該太關心檢測比例,關心的太多就是思想上有問題,這種思想是危險的。另外,由于“20%檢測”的存在,焊工不要把焊接質量全部寄托在檢測上,或成為一種借口,焊工也應當對未檢測部分的焊接質量負責。
焊工對焊接質量負責,大家也要為焊工創造良好的施焊條件,條件不具備焊工可以拒焊。坡口加工不到位,組對超差不合格,焊前清理不干凈,無保護或保護達不到效果焊工有權拒焊。
五、提高操作技能
經過短暫操作培訓的學徒工技能是達不到上崗要求的,應多利用空閑時間練習操作技能。有了基本操作技能之后才能上崗,這是技能大幅度提高的開始。焊工技能不是在試板上練出來的,而是在產品上干出來的。干的活越多,技能水平提高的越快。當你能焊接筒體A/B類接頭和換熱器管頭時,你就是一個成熟焊工了。
一名優秀的鎢極氬弧焊工需要具備操作和制作保護工裝兩方面的技能。
鎢極氬弧焊操作時,采用短弧不擺動走直線或微擺動的操作方法,保持鎢極中心線與工件表面成80°~85°,填充焊絲與工件表面夾角盡可能小,一般為10°左右。填充絲的送入不是直接浸入熔池,而是使填充絲位于鎢極的前方邊熔化、邊送進,即所謂的捻絲和點絲,這樣可以防止未熔合和形成漂亮的焊波,點絲速度越快形成的焊波越細密、越均勻、焊道越美觀。有節奏的熔滴熔入熔池的“啪啪”聲,是鎢極氬弧焊最動聽的音符。
鎳材根部第一層焊道可能會出現焊后開裂即熱裂紋,這時可采取多填絲增加熔敷金屬厚度的方法補救。收弧時填滿弧坑,防止收弧裂紋。
所謂“搖把焊”不適宜鈦鎳材的焊接。這種操作方法擺動幅度較大,氬氣保護效果變差;行走速度慢、焊道寬、線能量大;續絲而不點絲可能產生未熔合。
鈦材在熔池保護良好的前提下,可適當擺動,以保證與兩側母材的良好熔合及焊道成形質量。為保證接頭的耐蝕性能,鎳材提倡多道焊,盡量不要擺動,一道壓一道的焊,俗稱“編辮焊”。焊接速度上來了,熱輸入自然就小了,這對防止過熱,提高焊接接頭的綜合性能是有利的。當你看到焊縫表面是細焊道、多道焊時,可以斷定這是一個懂行的焊工干的活。
焊絲熱端要始終處于焊把氬氣保護之下,即停弧時焊絲端部不要立即離開焊把的保護區,應停留3~4秒鐘,這樣焊絲頭肯定是銀白的。但多數焊工都沒有形成這一停頓片刻的習慣,一停弧就迫不及待的揭開焊帽一看究竟,距離優秀的鎢極氬弧焊工還差一點點。每次再焊之前剪掉已氧化的焊絲端部是難以做到的。
培訓焊工操作技能的同時,也應培養焊工的保護意識,學會如何保護,即學會做保護工裝。因為,成形再好的焊道如果是氧化的也是徒勞無功的。
除了操作技能,焊工也應該掌握一些“應知應會”。當焊工拿起焊接材料準備焊接時,應知道所焊的是什么材料,使用的是什么焊材,了解材料的焊接性,能夠判斷焊材使用的正確性。用錯焊材是嚴重的質量事故。大家不會贊同這樣的焊工,就是活干得很好,但不知道自己使用的是什么焊材,焊的是什么材料。
六、做好過程控制
過程控制是焊接質量控制的實質,過程好了結果自然會好。過程控制包括焊材使用,焊條烘干,坡口加工,焊絲、焊件清理,焊前預熱,焊接參數,層間溫度,焊接層數,焊道表面顏色等。
焊接電流是焊接規范的最主要參數,控制焊接電流是為了控制熱輸入。熱輸入的大小對接頭的力學性能和腐蝕性能有影響。為了獲得平衡的奧氏體和鐵素體雙相組織,雙相不銹鋼需選擇適中的焊接熱輸入。除此之外,所有的材料都應采用小的焊接熱輸入,奧氏體不銹鋼鈦鎳材均是如此。
層間溫度已經改稱“道間溫度”了,這是合理的叫法,明確了堆焊也應該控制道間溫度,不是層間溫度。控制道間溫度與控制焊接電流的目的是一樣的,都是防止過熱。需要焊前預熱的鋼種,道間溫度應不低于預熱溫度。除此之外,道間溫度都是越低越好(但不應低于15℃)。考慮到焊接效率,碳鋼低合金鋼的道間溫度不超過300℃,奧氏體不銹鋼和鎳材不超過150℃,鈦材不超過120℃。
焊接層數也是保證焊后不漏的關鍵。應明確提出,承壓焊縫不存在只焊接一層就完工的情況,都應焊兩層或以上。換熱管與管板、鈦-鋼復合板的鈦蓋板、焊環與襯管、法蘭與接管的焊縫都應至少焊兩層。
鈦材焊接焊道表面顏色檢查是最應該控制的環節。這里強調的是焊道表面顏色,不是最終焊后表面顏色,即每一層的焊道顏色都應得到檢查。氧化的焊接接頭達到射線檢測I級片是沒有問題的,無損檢測解決不了氧化問題。
焊接過程有不可追溯的一面,如焊接電流、焊接層數、道間表面顏色等,一旦焊過去,也就無從查找了。所以,焊接過程控制很重要。
結束語
綜上所述,“干凈保護”是焊好鈦鎳材的四字要訣,而尤以保護不易做到做好,毫不夸張的說,誰掌握了保護技術誰就掌握了鈦鎳材的焊接技術。在保護好的前提下談控制焊接參數才有意義。
雖然無法確定一條焊道上或一臺容器上焊工“點滴”了多少次,但可以確定的是焊接質量與焊工的“點點滴滴”是分不開的。焊接質量重于泰山,這不是危言聳聽,再好的企業也會被一個危機炸倒。因此,做為一名鎢極氬弧焊工不僅要有操作技能,更要有質量意識和責任心,確保焊接質量,確保壓力容器安全,對自己負責,對企業負責,對社會負責。






